 2020-05-12
2020-05-12 130
130Сварку заготовок можно производить за один проход (слой) для тонких швов (стыковые при толщине листов до 6…8 мм, а угловые при катете шва до 6…8 мм). При выполнении более толстых стыковых и угловых швов сварку (заполнение зазора по стыку заготовок) ведут за несколько проходов. При этом сварку всех проходов стремятся выполнить при одних и тех же параметрах режима. Исключением является первый проход, который рекомендуется выполнять электродами диаметром 3…4 мм, применение электродов большего диаметра затруднит проплавление корня шва.
Общая площадь F н наплавленного металла шва и количество проходов можно определить расчетами с учетом величины усиления (рисунок 5.2).
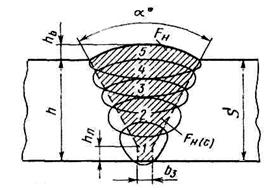
Рисунок 5.2 – Стыковой шов с V-образной разделкой кромок:
bз – ширина зазора; hb – высота шва; s – толщина заготовок
Сечение первого слоя (прохода) не должно превышать 30…35 мм2 и составляет:
F 1 = (6…8) d э,
а последующих слоев (проходов):
F с =(8…12) d э,
где F с – площадь сечения последующих слоев, мм2.
Общее число слоев (проходов), включая первый корневой шов, будет составлять:
 .
.
Площадь сечения швов при сварке угловых, тавровых и нахлесточных соединений определяется расчетом по формуле
 ,
,
где kу – коэффициент усиления шва, учитывающий наличие выпуклости и зазоров; К – катет шва, мм.
Величина kу =1,25…1,5в зависимости от катета шва.. Для сварки угловых швов рекомендуемое минимальное значение катета шва приведено в таблице 5.3.
Таблица 5.3 – Минимальный катет углового шва k
| Предел текучести металла, МПа | Толщина свариваемых заготовок, мм | |||||||
| 3…4 | 4…5 | 5…10 | 10…16 | 15…22 | 22…32 | 32…40 | 40…80 | |
| До 400 Свыше 400 | 3 4 | 4 5 | 5 6 | 6 7 | 7 8 | 8 9 | 9 10 | 10 12 |
Параметры режима сварки характеризуются диаметром электрода, силой сварочного тока, скоростью перемещения электрода вдоль шва (скорость сварки), родом тока (переменный, постоянный), его полярностью (прямая, обратная), длиной шва, продолжительностью горения дуги при сварке и др. (таблица 5.4). По этим параметрам можно рассчитать полное время сварки, потребность в сварочных материалах (электродах), расход электроэнергии, выбрать основное сварочное оборудование.
Таблица 5.4 –Технологические параметры
| Наименование | Формула | Результат |
| 1. Марка электрода | ||
| 2. Диаметр электрода, мм | ||
| 3. Род тока (постоянный, переменный) | ||
| 4. Полярность тока (прямая, обратная) | ||
| 5. Сила тока Iсв, А | I св = k×dэ | |
| 6. Напряжение дуги, В | U д = a + b × l д | |
| 7. Скорость сварки, м/ч | 
| |
8. Количество наплавленного металла, г
(F – площадь поперечного сечения шва, см2;
 – длина шва, см;
ρ – плотность металла, г/см3) – длина шва, см;
ρ – плотность металла, г/см3)
| 
| |
9. Расход сварочных материалов, кг
( – коэффициент расхода) – коэффициент расхода)
| 
| |
| 10. Время горения дуги, ч | 
| |
11. Полное время сварки, ч ( – коэффициент использования сварочного поста) – коэффициент использования сварочного поста)
| 
| |
| 12. Расход электроэнергии, кВт×ч (η – коэффициент полезного действия источника тока, W0 – мощность, расходуемая при холостом ходе источника тока, кВт) |  ,
где ,
где 
|








