 2020-05-12
2020-05-12 107
1071) изучить конструкцию электрода: длина, диаметр металлического стержня, диаметр по обмазке, масса;
2) подготовить заготовки под сварку: очистить поверхности, удалить жир, разделать кромки, взвесить;
3) произвести сварку заготовок, замерить длину шва и высоту усиления, взвесить после охлаждения и удаления шлака;
4) определить характеристики плавления электрода;
5) определить технологические параметры;
6) оценить качество сварного шва;
7) в целях закрепления навыков, пользуясь приведенной выше методикой расчета, самостоятельно определить режим ручной дуговой сварки.
Варианты задания из таблицы 5.5 выдает преподаватель. В таблицах 5.6 и 5.7 приведены необходимые справочные сведения.
Таблица 5.5 – Варианты заданий для определения режима ручной дуговой сварки
| № варианта. | Тип соединения (таблица 2.5) | Толщина листов S, мм | Длина швов L, м | Марка электрода (таблица 2.6) | Тип электрода |
| 1 | С2 | 2 | 0,6 | МР-3 | 346 |
| 2 | С2 | 4 | 4,0 | ЦЛ-30 | Э-09ХМ |
| 3 | С17 | 13 | 3,0 | ЦЛ-26М | Э-10ХЗМ1ВФ |
| 4 | С17 | 40 | 6.0 | УОНИ-13/45 | Э-42А |
| 5 | С17 | 22 | 2,5 | ВСЦ-3 | Э-50 |
| 6 | Н2 | 12 | 10,0 | ЦЛ-20 | Э-09Х1МФ |
| 7 | Н2 | 31 | 2,5 | ЛКЗ-70 | Э-70 |
| 8 | Н2 | 25 | 4,0 | Э-138/45Н | Э46А |
| 9 | Т3 | 2 | 2,7 | МР-3 | Э46 |
| 10 | Т3 | 40 | 1,6 | Э-138/45Н | Э46А |
| 11 | У4 | 5 | 6,5 | ЦЛ-30 | Э-09ХМ |
| 12 | У4 | 20 | 7,0 | ВСЦ-3 | Э50 |
| 13 | С2 | 3 | 25,0 | АНО-3 | Э46 |
| 14 | С17 | 25 | 10,0 | МР-3 | Э46 |
| 15 | Т3 | 4 | 12,0 | ЦЛ-26М | Э-10ХЗМ1БФ |
| 16 | Н2 | 60 | 13,0 | ВСЦ-3 | Э50 |
| 17 | H2 | 5 | 24,0 | ЦЛ-26М | Э-10ХЗМ1БФ |
| 18 | ТЗ | 35 | 18,0 | АНО-3 | Э-46 |
| 19 | У4 | 10 | 17,0 | ЦП-30 | Э-09ХМ |
| 20 | У4 | 6 | 13,0 | МР-3 | Э-46 |
| 21 | У4 | 15 | 5,0 | ЦЛ-20 | Э-09Х1МФ |
| 22 | С2 | 1 | 10,5 | ЛКЗ-70 | Э-70 |
| 23 | С2 | 4 | 8,5 | ВСЦ-3 | Э-09ХМ |
| 24 | С17 | 35 | 8,0 | ЛКЗ-70 | Э70 |
| 25 | С17 | 60 | 9,5 | ЦЛ-30 | |
| 26 | С2 | 3,0 | 9,5 | ЛКЗ-70 |
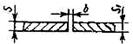
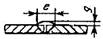
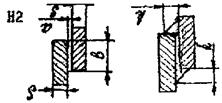
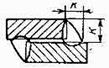
Таблица 5.6 - Конструктивные элементы швов сварных соединений по ГОСТ 5264-80
| Усл. обозн. сварного соедин. | Конструктивные элементы
| Толщина сварив. листов S, мм | Зазор b, мм
| Ширина налива e, мм | Усиление шва g, мм | |
| Подготовка кромок сварного соединения | сварной шов | |||||
| C2 |
|
| 1,0…1,5 св. 1,5…3,0 св. 3,0…4,0 | 0…0,5 0…2,0 1,5…3,0 | 6 7 8 | 0,5…1,5 0,5…2,5 1,0…3,0 |
| C17 |
|
| 3...5 св. 5...8 св. 11...14 св. 8...11 | 0...3,0 | 6...10 10...14 17...21 14...18 | 0...2,0 |
| св. 14...17 св. 17...20 св. 20...24 св. 24...28 св.28...32 св. 32...36 св. 36...40 | 0...3,0 | 19...25 23...29 27...33 31...37 35...41 39...45 44...50 | 0...2,0 | |||
| св.40...44 св.44...48 св.48...52 св.52...56 св. 56...60 | 0...3,0 | 48...56 50...58 52...60 56...64 61...69 | 0...2,5 | |||
| У4 | 
| 
| 1,0...1,5 св. 1,5...3,0 св. 0,3...3,0 | 0...0,5 0...1,0 0...2,0 | ||
| Т3 | 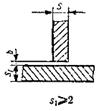
| 
| 2...3 св.3...15 св. 15...40 | 0...1,0 0...2.0 0...3,0 | ||
| Н2 |
|
| 2...5 св. 5...10 св. 10...29 св. 29...60 | 0...1,0 0...1,5 0...2,0 0...2,0 | 3...20 8...40 12...100 30...240 | |

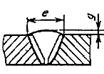
Таблица 5.7 - Характеристики электродов
| Марка электрода | Коэффициент наплавки αн, г/А ·ч | Предел текучести σт, МПа | Род тока, полярность |
| УОНИ-13/45 АНО-3 МР-3 ВСЦ-3 Э-138/45Н ЛКЗ-70 ЦЛ-20 ЦЛ-26М ЦЛ-30 | 8,5 8,5 7,8 9,5...13,0 8,5 9,5 10,3 10,5 10,4 | 360 380 380 410 350 600 410 420 380 | Постоянный ток, обратной полярности Постоянный и переменный ток Переем. и пост. ток, обратной полярности Постоянный ток, прямой и обратной полярности Постоянный ток, обратной полярности Постоянный ток, обратной полярности. Постоянный ток, обратной полярности. Постоянный ток, обратной полярности. Постоянный ток, обратной полярности. |
Содержание отчета
1. Цель работы, оборудование (основное и вспомогательное) и материалы.
2. Эскиз сварного соединения.
3. Расчеты режима сварки заготовок.
4. Результаты расчета представить в виде таблицы 5.4.
5. Анализ качественных показателей сварного соединения.
6. Вывод по работе.
Контрольные вопросы
1. Понятие о сварочной дуге.
2. Строение и свойства сварочной дуги.
3. Сущность электродуговой сварки покрытым электродом.
4. Конструктивные особенности сварочных электродов.
5. Параметры режима ручной сварки.
6. Особенности процессов сварки плавлением.
7. Причины возникновения напряжений и деформаций при сварке.
8. Способы контроля качества соединения сваркой.








