 2020-05-13
2020-05-13 232
232МДК 02.01
Организация ремонта Аппаратов воздушного охлаждения
Повторим основные сведения о назначении и конструкционных особенностях АВО
В химической промышленности для охлаждения и конденсации жидких и парогазовых сред хорошо зарекомендовали себя аппараты воздушного охлаждения, имеющие следующие преимущества: низкие расходы воды, а следовательно, и эксплуатационные расходы; низкую стоимость монтажных и ремонтных работ; возможность регулирования процесса теплообмена.
Рабочий диапазон температур в зависимости от типа оребрения и материала труб от -40 до 400 ºС, условное давление 0,6–6,4 МПа.
Регулирование температурного режима работы теплообменного аппарата может осуществляться путем: включения, отключения вентилятора или изменения скорости вращения вала при наличии двухскоростных электроприводов; изменения угла наклона лопастей вентилятора; изменения положения жалюзийных заслонок; подачи воды в распылительные форсунки.
Во избежание переохлаждения продукта в трубах в зимнее время предусмотрен змеевиковый паровой подогреватель из оребренных труб.
На рис. 1 приведена конструкция аппарата воздушного охлаждения. На сварной раме 1 размещены теплообменные секции 2. Они состоят из пучка поперечно оребренных труб. Снизу к раме прикреплены диффузор 3 и коллектор 4, в центре которого находится осевой вентилятор 5. Вентилятор вместе с угловым редуктором и электродвигателем 7 смонтирован на отдельной раме 8. Для повышения эффективности работы в его конструкции предусмотрены распыливающие водяные форсунки 9, автоматически включающиеся при повышенной температуре окружающей среды. Зимой можно отключать электродвигатель вентилятора. Кроме этого, интенсивность теплообмена можно регулировать изменением угла наклона лопастей вентилятора, от которого зависит расход прокачиваемого воздуха. Для этого в аппарате предусмотрен механизм дистанционного поворота лопаток с ручным или пневматическим приводом и жалюзи, устанавливаемые над теплообменными секциями. Жалюзийные заслонки можно поворачивать вручную или автоматически с помощью пневмопривода.
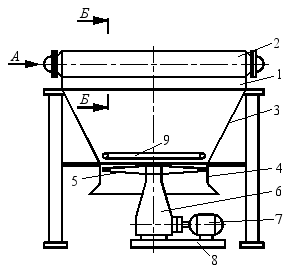
Рис. 1 Аппарат воздушного охлаждения
Теплообменная секция состоит из 4, 6 или 8 рядов труб 3 (рис. 2), размещенных по вершинам равностороннего треугольника в трубных решетках 1. Трубы закреплены развальцовкой или развальцовкой со сваркой. Секции могут быть одно- или многоходовыми.

Рисунок 2

1. Аппараты воздушного охлаждения малопоточного типа должны быть поставлены полностью собранными. Опорные стойки для аппаратов в горизонтальном исполнении допускается отгружать отдельно, аппараты горизонтального и зигзагообразного типов - в разобранном виде максимально укрупненными габаритными блоками, а приводы вентиляторов - собранными на раме.
2. В рамах приводов вентиляторов аппаратов горизонтального и зигзагообразного типов должны быть предусмотрены резьбовые отверстия для отжимных регулировочных винтов, а на приводе вентилятора - базовая поверхность для установки уровня при выверке вертикальности вала.
3. Все отверстия, патрубки, штуцера и фланцы секций должны быть закрыты пробками или заглушками для защиты уплотнительных поверхностей от повреждений и загрязнений.
4. Наружные металлические поверхности изделий и запасных частей, изготовленных из углеродистой стали и не имеющих защитного покрытия (кроме оребренных труб), а также уплотнительные поверхности ответных фланцев и штуцеров крышек должны быть законсервированы в соответствии с требованиями ГОСТ 13168-69. Консервация должна обеспечивать защиту от коррозии при транспортировании, хранении и монтаже не менее 18 месяцев со дня отгрузки аппарата.
5. Втулка колеса и лопасти вентиляторов, механизмы поворота этих лопастей и пневмоприводы жалюзи, а также все отдельно поставляемые крепежные детали (не входящие в готовые узлы) и запасные части должны быть упакованы в ящики типа III ГОСТ 10198-71.
6. Предприятие-изготовитель к каждому аппарату воздушного охлаждения должно приложить следующую техническую документацию:
· паспорт на аппарат по форме, разработанной заводом-изготовителем с учетом требований Госгортехнадзора СССР;
· монтажные чертежи аппарата и его основных сборочных единиц;
· сборочные и деталировочные чертежи быстроизнашивающихся сборочных единиц и деталей;
· инструкции на монтаж, эксплуатацию и техническое обслуживание;
· комплектовочная ведомость.
7. В случаях, когда при транспортировке и хранении секции аппаратов получили повреждения, а также, если с момента испытания их на заводе-изготовителе прошло более 12 месяцев, заказчик перед сдачей в монтаж должен провести гидравлическое испытание секций на прочность и плотность.








