 2020-05-25
2020-05-25 149
149Данный раздел основан на работах Паншона и Сандерсона (2007) [16], [20].
Электронно-лучевая (ЭЛ) сварка предлагает много преимуществ для изготовления толстых профилей, особенно применительно к крупным конструкциям, где ожидается значительная экономия благодаря быстрой достижимой скорости соединения. Примеры этого включают использование EB-сварки для будущего изготовления конструкций, таких как моноблоки для морских ветряных турбин, изготовленных из прокатного проката толщиной более 80 мм. Ожидается, что надлежащее применение сварки EB за один проход приведет к экономии затрат и времени более чем на 50% по сравнению с более традиционной практикой изготовления. На сегодняшний день, однако, коммерчески не реализован полный потенциал процесса EB для сварки толстого сечения и крупных конструкций из-за ограничений, связанных с работой в высоком вакууме, когда вся структура, подлежащая сварке, заключена в вакуумную оболочку.
TWI продемонстрировал, что работа процесса EB в диапазоне пониженного давления 0,1-10 мбар, а не в высоком вакууме (~ 10-3 мбар), дает возможность устранить необходимость в вакуумной камере, позволяя практическое использование местного герметизация и накачка на большую конструкцию. При принятии варианта процесса с электронным пучком пониженного давления (RPEB) проблемы достижения адекватного уплотнения на компоненте значительно уменьшаются, а влияние выбросов сварочной ванны и выделения газа на характеристики пистолета устраняется. До настоящего времени сварка RPEB применялась в промышленности только в нескольких конкретных случаях. Предполагается, что дальнейшее развитие практических локальных уплотнительных устройств может способствовать еще большему количеству применений этого процесса.
В дополнение к процессу RPEB в TWI была разработана другая система, которая позволяет передавать мощные лучи в воздух (то есть без каких-либо требований вакуума). Эта система способна сваривать сталь и медь толщиной более 25 мм на скоростях, приближающихся к 2 м / мин за один проход, и недавно была настроена для работы в импульсном режиме.
Далее описывается разработка локальных вакуумных систем для развертывания в полевых условиях сварки RPEB и оптимизации процесса невакуумной (NV) ЭЛ, иллюстрируя возможность использования обоих методов в экономически выгодном изготовлении толстого сечения большого диаметра трубопроводы [15].
TWI впервые разработала свою технологию RPEB в 1990-х годах, которая позволила эксплуатировать мощную электронную пушку с заготовкой при пониженном давлении в диапазоне 0,1-10 мбар. В этой системе геометрия электрода электронной пушки была тщательно спроектирована так, чтобы поддерживать вакуумное давление в корпусе электрода пушки ~ 10-6 мбар, в то время как луч подавался при пониженном давлении ~ 1 мбар. Когда балка выходит из колонны, в качестве опции можно использовать подачу газа гелия с избыточным давлением, которая уменьшает рассеивание балки и обеспечивает фоновую сварочную атмосферу гелия, которая помогает предотвратить окисление сварочной ванны. Благодаря этой разработке появилась возможность работать либо с большими камерами, накачиваемыми до низкого давления вакуума, минимизируя таким образом время откачки, стоимость системы и чувствительность к эксплуатации, либо с местными уплотнениями и откачкой, применяемыми к сварным соединениям на компонентах, слишком больших для того, чтобы их можно было удерживать полностью в вакуумной камере [15].
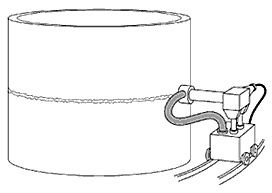
Эта концепция была апробирована и успешно продемонстрирована в лаборатории TWI для применения на морских трубопроводах толстостенного трубопровода большого диаметра (рис. 2) и показала, что сварные швы могут производиться в этом режиме давления с неизменно высоким качеством и значительно улучшенными технологическими допусками. по сравнению с обычной высоковакуумной сваркой EB. В частности, для диапазона рабочих расстояний 50-500 мм было показано, что сварочные характеристики не зависят от рабочего расстояния (рис. 2.3). Целевое давление 1 мбар было выбрано в качестве лучшего компромисса для работы при пониженном давлении с точки зрения упрощения вакуумной техники и надежных сварочных характеристик.

Рисунок 1.3 – Локальная вакуумная сварочная система с электронным пучком пониженного давления, изготовленная для морских трубопроводов
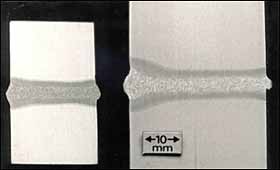
Рисунок 1.4 – Поперечные сечения сварных швов RPEB в стальной трубе X65 диаметром 10,75 дюйма на 25 мм и диаметром 28 дюймов на 41 мм толщиной стенки, выполненной с помощью пистолета для рабочего расстояния 270 мм и 50 мм соответственно
Предыдущая работа показала, что почти со времени первого промышленного использования электронно-лучевой сварки возникло желание применить этот процесс к крупным компонентам с использованием локальной накачки и герметизации. За исключением работы TWI / Saipem (Punshon et al, 1998), все другие попытки применять сварку EB с использованием локального вакуума включали системы, предназначенные для работы при вакуумном давлении ниже 5x10-2 мбар [16]. Попытки работать в высоком вакууме, хотя и были достаточно успешными в краткосрочной перспективе, в конечном итоге были сорваны из-за непоследовательной работы уплотнения и насоса.
Способность работать при пониженном давлении значительно повышает потенциальную надежность локальных уплотнений и насосов, поскольку устраняется необходимость в высоких уровнях чистоты и сложной технологии насосов и уплотнений. Разработанная система использует стальные щетки в качестве основного уплотнения (рис. 2.5). С двумя ступенями дифференциальной перекачки уровень давления менее 1 мбар может быть надежно достигнут на плите с типичной обработкой горячекатаной поверхности. При таком расположении было установлено, что давление менее 1 мбар может быть надежно достигнуто за время накачки менее 10 с и может поддерживаться при перемещении стальной пластины со сварным швом на поверхности [16].


(а) (б)
Рисунок 1.5 – Пониженное давление EB в местной вакуумной головке: а) концентрические щеточные уплотнения; б) работа на пластине толщиной 45 мм
Использование мощного ЭЛ с локальной подвижной вакуумной головкой открывает ряд промышленных применений, которые до настоящего времени требовали строительства очень больших вакуумных камер. Кроме того, возможна полевая сварка крупных трубопроводных конструкций. Это может быть достигнуто либо с помощью локальных подвижных уплотнений, либо с помощью вакуумной камеры с местной накачкой и скользящих уплотнений. В обоих случаях операция становится проще, экономичнее и надежнее благодаря работе при пониженном давлении.
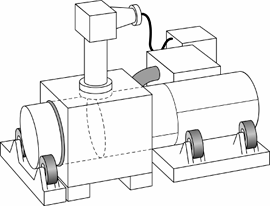
(а) (б)
Рисунок 1.6 – Схема потенциальных применений для сварки РПЭЛ трубопроводных конструкций: а) местное, мобильное вакуумное уплотнение; б) герметично закрытая вакуумная камера
Ранние попытки использовать сварку NVEB для толстых материалов сдерживались непрактичным требованием к очень коротким отступам (~ 10 мм) и снижению качества сварного шва из-за большей степени рассеяния луча, которое происходит при атмосферном давлении. Однако последние события значительно улучшили эту ситуацию (Sanderson, 2007) [20].
Степень рассеяния может быть уменьшена, а диапазон рабочих расстояний увеличен за счет использования более высоких ускоряющих напряжений. Однако это увеличивает размеры, вес и объем оборудования, делая его менее удобным для установки пистолета на роботе. Одним из многообещающих направлений исследований является импульс электронного пучка, так что уровень плазмы и газа в окрестности сварного шва может снижаться, когда пучок выключен, но с достаточно высоким рабочим циклом и уровнем мощности, что делает сварочная ванна не разрушаться и не затвердевать. Такой подход существенно увеличивает производительность проникновения. Было обнаружено, что диапазон проникновения может быть увеличен для данного среднего уровня мощности с использованием высоких пиковых уровней мощности. Сандерсон (2007) показал, что глубина проникновения в сталь может быть увеличена на 50% в сочетании с соответствующим уменьшением ширины сварного шва, особенно вблизи верхнего валика [20]. Пульсация также, по-видимому, изменяет механизм затвердевания, который часто приводит к трещинам затвердевания в глубоких сварных швах NVEB [19].
На рис. 2.7 показан ход расплава, выполненный при средней мощности 36 кВ и скорости сварки 480 мм / мин в плоском положении из низколегированной стали с использованием импульсного пучка невакуумных электронов. Следует отметить, что зона слияния почти параллельна с хорошо закругленным кончиком. Помимо мелких пор, зона слияния была здоровой.
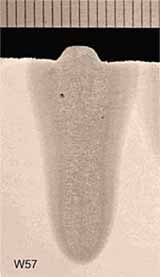
Рисунок 1.7 – Плоское положение, глубина расплава 22 мм, изготовлена из низколегированной стали с импульсной балкой NVEB
В заключение, способность сваривать толстослойный материал (25-150 мм) за один проход была одной из движущих сил развития мощных сварочных систем EB с потенциалом для высокопроизводительного и высокоточного изготовления. Требование работать в высоком вакууме исключает использование процесса при изготовлении очень больших конструкций, поскольку конструкцию и эксплуатацию больших вакуумных камер может быть трудно обосновать экономически. Возможность иметь переносное местное вакуумное оборудование, которое может быть доставлено на площадку и эксплуатироваться на условиях аренды / проката, повышает практичность и экономичность сварки толстослойными ЭЛ. Работа при пониженном давлении, когда надежность и производительность процесса лучше, чем в высоком вакууме, делает это практическим предложением, и в настоящее время ведутся работы по изготовлению промышленной системы, которая будет реализовывать эту возможность [20].
Аналогичным образом, возможность работать при атмосферном давлении с помощью невакуумной системы одинаково привлекательна, особенно когда речь идет о более тонких материалах (то есть <50 мм). В связи с недавними разработками в области пульсации пучка и конфигурации пистолета, вероятно, что в ближайшем будущем высокоскоростная сварка еще более толстых материалов будет осуществляться при атмосферном давлении [20].








