 2020-05-25
2020-05-25 109
109Методический материал для изучения темы
29.04.2020 г. Производственная практика.
ПМ.07. «Технология ручной электродуговой сваркой»
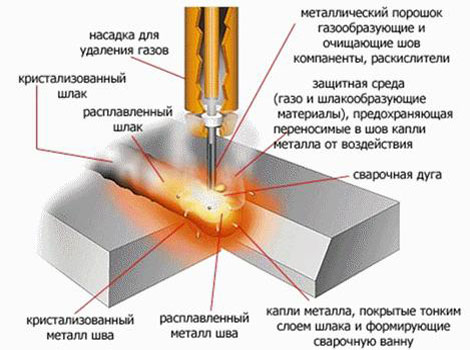
Тема: Сварка на полуавтоматах. Техника сварки.
Техника сварки полуавтоматом
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
· Силу тока.
· Скорость подачи проволоки.
· Давление газа.
В комплекте к сварочному аппарату есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки.
Техника сваривания крайне проста, однако требуется предварительная настройка аппарата на обрезках того же материала эквивалентной толщины. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Настройка аппарата при пробном сваривании производится путём изменения на ходу сварочного напряжения и скорости подачи проволоки. В последнем случае соразмерно скорости подачи увеличивается и сварочный ток, это основное характерное отличие полуавтоматической сварки. Скорость подачи должна быть такой, чтобы сварщик мог осуществлять полный контроль над плавкой металла и заполнением сварочной ванны. При слишком медленной подаче проволоки дуга будет постоянно прерываться, при этом слышен отчётливый ритмичный треск. Если скорость подачи слишком высока, по краям шва цвета побежалости будут очень контрастными, что свидетельствует о перегреве металла.

Многие современные аппараты имеют настройку индуктивности сварочного тока. Суть регулировки заключается в сообщении электронам дополнительной энергии, чем обеспечивается более глубокий прогрев сварочного шва. Для сваривания тонких деталей в нижнем положении индуктивность должна быть нулевой, её повышение требуется только в тех местах, где необходим глубокий провар и нет возможности долго удерживать горелку на одном месте. В качестве примера можно привести вертикальный шов, выполняемый в направлении снизу вверх, а также общие случаи сваривания деталей толщиной 4 мм и более. В целом влияние индуктивной составляющей сварочного тока на удобство сварки трудно описать, лучше самостоятельно опробовать сварку в различных режимах.
Рекомендации, на которые следует опираться при проведении сварочного процесса, содержатся в различных нормативных документах стандартизационного типа: ГОСТ, СТО, КТН и т. д. Основной перечень технических требований содержится в: ГОСТ 14771-76, ГОСТ 18130-79.
Среди основных особенностей проведения сварочного технологического процесса следует помнить, что:
- нахлесточные соединения при толщине металла 1,5 мм и менее осуществляются только на медных или стальных подкладках с одним проходом;
- горизонтальные швы следует делать только с помощью шва «углом вперед» без выполнения колебательных движений на горелке. Если сваривать приходится металл толщиной более 6 мм, то необходимо делать несколько проходов;
- сварка деталей, толщина которых менее 3 мм, производится только под прямым углом горелки по отношению к свариваемым деталям, не осуществляя разделку кромок;
- если толщина деталей более 3 мм, то в горизонтальном положении допустима разделка верхней кромки. Горелку необходимо наклонять относительно верхнего свариваемого элемента под углом около семидесяти градусов.








