 2020-05-25
2020-05-25 485
485П 
еред опиливанием деталь закрепляют в тисках, при этом опиливаемая поверхность должна выступать над уровнем губок на 8—10 мм. Чтобы избежать образования вмятин на заготовке, можно использовать мягкие защитные губки. Для выполнения этой операции рекомендуется следующая рабочая поза: вполоборота к тискам, левая нога выставлена вперед и влево на полшага, угол между ступнями 40—60° (рис.3).
Рис. 3. Поза (а) и хватка напильника (б) при опиливании
Оптимальная высота тисков должна быть такой, чтобы при наложении напильника правой рукой на губки тисков плечо и предплечье этой руки образовывали прямой угол (рис. 3.а). Напильник держат за ручку правой рукой так, что закругленный конец ручки упирается в ладонь; ладонь левой руки накладывают почти поперек оси напильника на расстоянии 2—3 см от края его носка (рис. 3.б). Опиливание следует производить равномерным движением напильника: вперед — с нажимом и при обратном движении — без нажима. Напильник к детали надо прижимать обеими руками, причем в разных фазах движения по-разному: при движении напильника вперед постепенно увеличивают нажим на ручку правой рукой, одновременно ослабляя нажим на носок напильника левой.
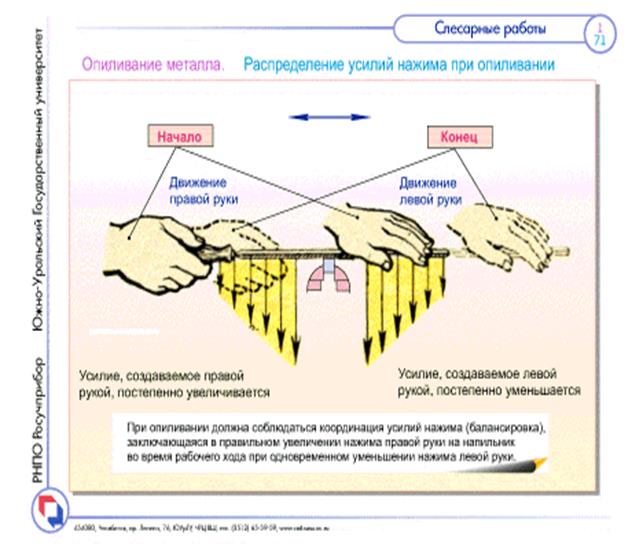
Рис. 4. Распределение усилий нажима при опиливании
О  птимальной скоростью опиливания считается 40— 60 двойныхдвижений (т. е. прямого и обратного) в минуту. Если обрабатываемая поверхность плоская, то главная задача при обработке — сохранить ее плоскостность, т. е. не допустить «завалов».
птимальной скоростью опиливания считается 40— 60 двойныхдвижений (т. е. прямого и обратного) в минуту. Если обрабатываемая поверхность плоская, то главная задача при обработке — сохранить ее плоскостность, т. е. не допустить «завалов».
Качество опиливаемых плоскостей оценивают с помощью различных контрольно-измерительных инструментов: плоскостность — лекальной линейкой на просвет (рис. 5. а); точность обработанных под прямым углом смежных плоскостей — угольником (рис. 5. б); параллельно обработанные плоскости — штангенциркулем (рис. 5. в); вперед и в сторону с поворотом вокруг своей оси (рис. 5.б).
Контроль осуществляют по разметке или с помощью шаблонов. Рис. 5. Способы контроля
поверхностей при опиливании:
а - лекальной линейкой;
б - угольником; в - штангенциркулем
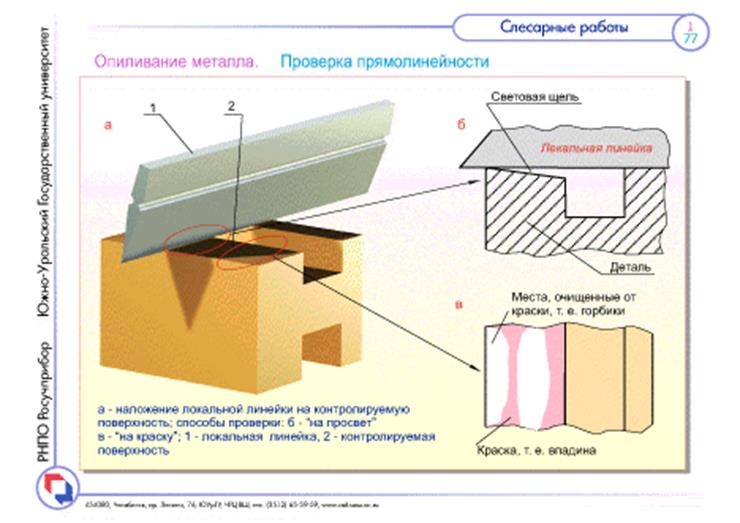 Рис. 6. Проверка плоскостности по поверочной линейке
Рис. 6. Проверка плоскостности по поверочной линейке
При опиливании металлические стружки забивают насечки, поэтому необходимо время от времени очищать полотно напильника с помощью металлической щетки, которую следует перемещать вдоль насечек. На напильник с мелкой насечкой можно нанести мел. Тогда стружки будет забиваться меньше.
Техника безопасности:
При опиливании необходимо выполнять следующие правила техники безопасности: ручку на напильник надо насаживать прочно, чтобы во время работы она не соскочила и не поранила хвостовиком руку; тиски должны быть исправны, в них надо прочно закреплять изделие; верстак следует прочно укреплять, чтобы он не качался; при опиливании деталей с острыми кромками нельзя поджимать пальцы под напильник при его обратном ходе; стружку разрешается убирать только щеткой; после работы напильники необходимо очищать от грязи и стружки металлической щеткой; не рекомендуется класть напильники один на другой, так как от этого портится насечка.
Вопросы:
1. Точность обработки напильником составляет….мм.
2. Насечка напильника бывает…….(4 вида)
3. Изготавливаются из стали марки…..
4. Форма напильника бывает….








