 2020-05-25
2020-05-25 295
295Фурнитура относится к мелким деталям, поэтому для винтов целесообразно использовать никелирование во вращающемся барабане. Никелирование гальваническим методом производится в несколько этапов:
1. Подготовка поверхности деталей. Детали обезжириваются в специальном растворе и промываются под проточной водой.
2. Никелевая цементация. Процесс предназначен для удаления оксидной пленки с поверхности алюминия, рекомендуется в качестве подслоя.Обезжиренные и промытые детали обрабатывают в растворе цементации никелем при температуре 50-60°С; время обработки – 15-30 сек.
3. Подготовка электролита. Водный раствор (электролит) содержит следующие компоненты: сернокислый никель, сернокислый магний, поваренная соль, сернокислый натрий, борная кислота. Каждый из компонентов отдельно растворяется в воде и фильтруется. Полученные растворы смешивают и заливают в ванну для гальванизации.
4. Подготовка установки (ванны) для электролитического никелирования. Электроды соединяют между собой медными проводниками и подключают к плюсовому контакту источника постоянного тока, токопроводящий провод подключают к минусовому выводу (рис. 12) [8].
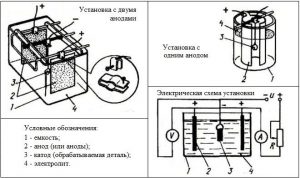
Рисунок 12. Схема установки для электролитического никелирования
5. Загрузка деталей в гальванический барабан (рис. 13). Для покрытия мелких деталей применяют колокольные и ковшовые ванны, а также ванны с вращающимся барабаном. При вращении барабана электролит лучше соприкасается с деталью, поэтому она равномерно покрывается никелем.

Рисунок 13. Гальванический барабан для никелирования мелких деталей
Загрузку в горизонтально расположенный барабан лучше производить из расчета 10 дм2 на 1 см длины барабана (при диаметре 30 — 35 см). При слишком малой площади загрузки получают некачественные покрытия (подгары, шероховатость, налет и др) [9]. Гальванический барабан с заготовками располагают в ванну с электролитом.
6. Никелирование в электролите. Режим электролиза: температура электролита 50 — 60 °С, плотность тока 2,5 ÷ 3,5 А/дм2, рН = 4,5 ÷ 5,5 [9]. Процесс занимает 30-40 минут.
7. Промывка покрытых деталей. Детали промываются проточной водой и тщательно просушиваются.
8. Полирование мелких деталей выполняется в галтовочном барабане.
Заключение
В ходе работы был выполнен анализ защитно-декоративных покрытий для материалов разработанного комплекта – пластмассы и металла. В работе описаны характеристики и технология нанесения для каждого покрытия.
На основе изученного материала цветным покрытием для окрашивания пластмассовых деталей роботов были выбраны лакокрасочные материалы, они создают яркое и надежное покрытие. Для соединительных металлических деталей выбрано никелевое покрытие с гальваническим методом нанесения. Такие покрытия делают детали прочными и устойчивыми к влаге и истиранию, что часто является причиной порчи детских игрушек.








