 2020-05-21
2020-05-21 219
219Механизм образования газовой пористости за счет О2 – кислород взаимодействует с углеродом с образованием пузырьков газа СО (2С + О2 = 2 СО; FeO + С = Fe + СО) с последующим захлопыванием газовых пузырей кристаллизирующимся металлом сварочной ванны.
Механизм образования газовой пористости за счет Н2 и N2 – изменение растворимости газов при охлаждении в расплавленном металле и выделение их в виде пузырьков: часть всплывает и уходит в атмосферу, а часть захлопывается кристаллизирующимся металлом сварного шва.

Источники газов:
- Ржавчина на поверхности свариваемых элементов.
Ржавчина – FeO*H2O Fe2O3*H2O

 Нагрев образование окалины (FeO, Fe2O3) + пары воды (H2O Н2 + О)
Нагрев образование окалины (FeO, Fe2O3) + пары воды (H2O Н2 + О)
При нагреве: Fe3O4 + Fe = 4FeO Fe2O3 + Fe = 3FeO
FeO – частично растворяется в расплавленном металле, частично - в шлаке. FeO + С = СО
- Наличие влаги в сварочных материалах (на поверхности сварочной проволоки, в покрытии электродов, в защитном газе, во флюсе) и на поверхности свариваемых материалов.
Feж + Н2О = Н2 + FeO
- Загрязнение свариваемых поверхностей органическими веществами (смазкой)
 Cn(H2O)n-1 (n-1)CO + (n-1)H2 + C.
Cn(H2O)n-1 (n-1)CO + (n-1)H2 + C.
- Плохая защита расплавленного металла от атмосферы.


 к ислород азот водород
к ислород азот водород
МЕТАЛЛ
Методы по уменьшению вероятности образования газовой пористости:
1. Удаление ржавчины, влаги, органических веществ с поверхности свариваемых кромок.
- Выбор оптимальных режимов сварки – форма ванны: широкая и неглубокая, пониженные скорости охлаждения.
Технологическая прочность сплавов.
Основоположником науки о технологической прочности являлся русский ученый, профессор МВТУ им. Н.Э. Баумана Николай Никифорович Прохоров.
Технологическая прочность материала характеризует его способность воспринимать без разрушения деформации и напряжения, возникающие в процессе его обработке.
Технологическая прочность сплавов характеризует склонность сплавов к образованию горячих и холодных трещин.
Горячие трещины.
Горячие трещины (кристаллизационные и подсолидусные) – хрупкое межкристаллическое разрушение металла шва и околошовной зоны, возникающее в твердо-жидком состоянии в процессе кристаллизации, а также при температуре ниже равновесного солидуса на 100-200°С..

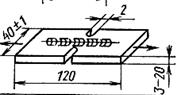
Разновидности горячих трещин (топография)
1 и 2 - продольные в шве и околошовной зоне. 3 и 4 – поперечные в шве и околошовной зоне. 5 – поперечные по толщине свариваемого металла.
Методы определения склонности сплавов к образованию горячих трещин.
1. Лабораторные технологические пробы.

Влияние ширины пробы на темп деформации - α
2. Машинные методы испытания – образцы во время сварки растягивают с различной скоростью. Строят диаграммы, критерий минимальная скорость растяжения, при которой образуются трещины – Vкр.


Диаграммы
3. Отраслевые технологические пробы – имитируют реальный сварной узел
Проба «вварыш» Проба ЦНИИТС


δ = до 20 мм, 20-30мм, свыше 30
Критерий – наличие или отсутствие трещин.
Нет трещин – технология (материалы, режимы, последовательность проходов и др.) рекомендуется для производства.
Технологические мероприятия по уменьшению вероятности образования горячих трещин.
- Повышение пластичности металла.
- выбор оптимального химического состава основного и сварочного материала.
- выбор оптимальных режимов сварки – получение объемной схемы кристаллизации, получение оптимальной геометрической формы шва – коэффициент формы шва должен находиться в диапазоне 1,3 – 3,0. (пси - Ψ =b/h)
b


 0,8 2,0
0,8 2,0






















 h
h
 | |||||
 | |||||
 | |||||
 Г.Т.
Г.Т.
- применение специальных технологических мероприятий, позволяющих получить благоприятную структуру: электромагнитное перемешивание, импульсная сварка, сварка с дополнительным присадочным материалом, подаваемым в хвостовую часть сварочной ванны.
- Снижение темпа деформации.
- оптимальная конструкция – увеличение жесткости конструкции (исключение изгиба заготовок);
- применение подогрева;
- небольшие скорости сварки.
Холодные трещины
Холодные трещины – замедленное локальное межкристаллическое разрушение металла сварного соединения, возникающее практически после полного его охлаждения (ниже 200ºС).


1 – продольные в шве.
2 – продольные в зоне термического влияния (откол).
3 – поперечные в шве.
4 – продольные в зоне сплавления (отрыв или отслаивание);
5 – поперечные в зоне термического влияния (частокол).
Холодные трещины чаще образуются в околошовной зоне (ОШЗ), чем в металле шва.
Методы оценки склонности материала к образованию холодных трещин.
I. Косвенный метод – по эквиваленту углерода Сэкв.
Если Сэкв< 0,45, то сплавы не склонны к образованию холодных трещин, если больше – имеется потенциальная возможность образования трещин.
При твердости меньше HV350 трещин нет (установлено практикой).
При Сэкв< 0,45 при всех скоростях охлаждения твердость ниже!
Сэкв = С + Mn/6 + (Cr+Mo+V)/5 + (Ni + Cu)/15 *
*Формула Международного института сварки
II. Испытания лабораторных технологических проб
Крестовая проба

Пробу сваривают «в лодочку», при этом соблюдают одинаковую начальную температуру пробы перед сваркой: -40ºС ÷ 250ºС
Максимальная склонность в ОШЗ швов 3-4-2-1 (наиболее интенсивно трещины возникают в ОШЗ 3-го шва)
Критерий – наличие трещин (при определенной температуре, в ошз определенного шва).
III. Испытания в условиях постоянно действующей нагрузки.


30ХН2МФА
1-нагрузка после сварки; 2 – нагрузка через трое суток после сварки
IV. Испытания отраслевых технологических проб.








