 2020-05-21
2020-05-21 102
102Наиболее доступным и дешевым способом сварки и ремонта изделий является сварка покрытыми электродами, которую можно эффективно применять как в полевых условиях, так и в ремонтных мастерских.
Электроды: ОЗА-1 (проволока СвА1) – для сварки алюминия.
ОЗА-2 (проволока СвАК5) – для заварки брака в отливках.
УАНА6 (проволока СвАМг6) – для сварки алюминиевых сплавов
ОЗАНА заварка брака литья из алюминиево-кремнистых сплавов "СпецЭлектрод"

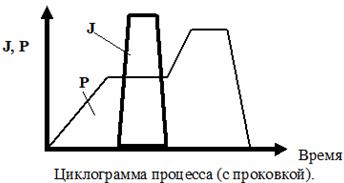
Внешний вид сварного щва при РДС
Контактная точечная сварка.
Перед тем как сварить алюминий точечной сваркой, необходимо подготовить его поверхность. Подготовка поверхности алюминия перед сваркой является ответственным этапом, направленным на удаление с нее оксида. Для качественной сварки точечным методом достаточно обработать полосу шириной в 50 мм. Может выполняться механическим или химическим способом.
Зачистка с двух сторон – в водном растворе концентрированной ортофосфорной кислоты (H3PO4) с добавкой 0,1-0,3% хромпика (К2Cr2О7) 10 – 15мин. с последующей сушкой горячим воздухом (70-80°С). Хранение до 3 суток.
С целью устранения перегрева применяют (в отдельных случаях теплоизолирующие прокладки 1 (12Х18Н9 толщиной 0,2-0,5мм).
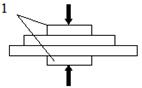
Плотность тока 1000А/мм2 (сила тока в 3-4 раза выше, чем при сварке стали (0,5+0,5~ 22кА)
Время сварки – импульсы 0,08-0,3 с (снижается эффект разупрочнения).
Торцы электродов – сферические.
Материал электродов - 90% проводимости меди (М1 –99% Cu, МС – 1,0% Ag)

Вид сварной точки (с плав Д16Т).
ОСОБЕННОСТИ СВАРКИ МАГНИЕВЫХ СПЛАВОВ
|

- Образующаяся при сварке тугоплавкая пленка окисла магния MgO (Тпл = 2800 град. С) затрудняет процесс сварки. Оксидная пленка на магниевых сплавах имеет плохие защитные свойства и способна удерживать большое количество влаги, в связи с этим в ванну могут попадать СО, СО2, пары воды, азот и водород. В результате взаимодействия с Mg образуются оксиды, карбиды, нитриды (при 600-700 С образуется Mg3N2 – снижение коррозионной стойкости, оказывают неблагоприятное влияние на механические свойства сплавов).
Для ее разрушения необходимо применять флюс (состав: 34% KF и 66% LiCl или 40% LiCl, 20% CaF2, 40% NaCl), либо использовать эффект катодного распыления при сварке вольфрамовым электродом в среде инертных защитных газов (ток переменный).
- Большая склонность к появлению кристаллизационных трещин связана с образованием в металле легкоплавких эвтектик: MgCu (Тпл = 485 ºС); MgAl (Тпл = 436 ºС); Mg2Ni (Тпл = 508 ºС) и с формированием в шве грубой крупнокристаллической структуры.
Введение модификаторов - редкоземельных элементов (например, лантан) повышает пластичности в ТИХ, и, как следствие, уменьшение вероятности образования горячих трещин.
- Повышенная склонность сплавов к росту зерна, особенно содержащих марганец. Не допускается значительный перегрев металла в зоне термического влияния (например, при скоплении в одном месте сварных швов, при многослойной сварке без перерыва и т.п.).
- Повышенное поглощение активных газов жидким металлом порождает повышенную склонность его к образованию пор.
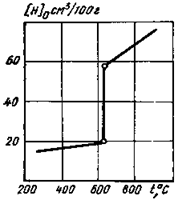
Растворимость водорода в Mg
- Высокий коэффициент линейного расширения магниевых сплавов приводит к значительному короблению сварных конструкций.
- Начало и конец сварных швов необходимо располагать на выводных планках.








