 2020-05-25
2020-05-25 255
255Кроме состава бетона и качества материалов для его приготовления, значительную роль в получении требуемых свойств опор контактной сети, и прежде всего прочности и долговечности, играет технология их изготовления. Именно на стадии формования опор закладываются те свойства, которые в процессе эксплуатации могут проявиться в виде их недостаточной стойкости и низкой долговечности.
В настоящее время опоры контактной сети изготавливают на специализированных заводах либо в специализированных цехах, входящих в состав предприятий, производящих железобетонные конструкции.
Технологический процесс изготовления опор определяется их конструкцией и методом формования. Так, для формования двутавровых опор применялся метод вибрирования. Достоинством этого метода является возможность применения жестких бетонных смесей с низким водоцементным отношением и получения бетона высокой прочности с низкой проницаемостью. Именно последнее свойство обеспечило высокую долговечность находящихся до сих пор в эксплуатации двутавровых опор контактной сети. Однако наиболее распространенным методом формования железобетонных опор контактной сети в настоящее время является метод центрифугирования, применяемого в производстве опор кольцевого сечения. Этот метод как средство уплотнения бетона позаимствован из металлургии, где он используется при изготовлении металлических труб.
 Сущность центробежного способа изготовления бетонных и железобетонных изделий заключается в том, что в процессе вращения с
Сущность центробежного способа изготовления бетонных и железобетонных изделий заключается в том, что в процессе вращения с
 определенной скоростью формы с равномерно распределенной в ней пластичной бетонной смесью возникает прессующее давление, под влиянием которого частицы твердой фазы сближаются и из цементного теста вытесняется слабо связанная вода со смешанными в ней высокодисперсными минеральными добавками. В результате этого бетонная смесь
определенной скоростью формы с равномерно распределенной в ней пластичной бетонной смесью возникает прессующее давление, под влиянием которого частицы твердой фазы сближаются и из цементного теста вытесняется слабо связанная вода со смешанными в ней высокодисперсными минеральными добавками. В результате этого бетонная смесь
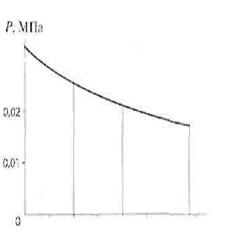
2 4 б 8 10 12 14/, м уплотняется и сохраняет Рис. 2.1. Распределение прессующего приданную ей форму
давления по длине опоры
30
Глава 2. Железобетонные опоры
Для осуществления центробежного уплотнения бетонная смесь предварительно загружается в форму, при этом она распределяется вдоль формы по эпюре, обеспечивающей получение изделия с одинаковой толщиной стенки по всей его длине.
Способность бетонной смеси равномерно распределяться по внутренней поверхности формы обусловливается сохранением пластических свойств смеси под влиянием прессующего давления определенной величины, при котором в то же время не происходит обрушения бетона при вращении формы.
Прессующее давление для уплотнения бетонной смеси зависит от радиуса поверхности, на которую передается это давление, и числа оборотов. Причем с изменением радиуса поверхности прессующее давление изменяется в линейной зависимости, а число оборотов влияет на величину давления в квадратичной зависимости. Такая зависимость прессующего давления от радиуса приводит к тому, что распределение давления по толщине стенки опор оказывается неравномерным. Максимум давления возникает на наружной поверхности опор, минимальное давление при центрифугировании достигается на внутренней поверхности. При этом необходимо отметить, что опоры имеют коническую форму и вследствие этого их радиус наружной поверхности изменяется по длине опоры, уменьшаясь от комля к вершине. По этой причине прессующее давление также распределяется неравномерно и по длине опоры - от максимального в нижней части опор до минимального в их вершине (рис. 2.1).








