 2020-06-12
2020-06-12 526
526
1.2.1 Структура управления цехом, участком: функции начальника цеха, начальника участка, мастера
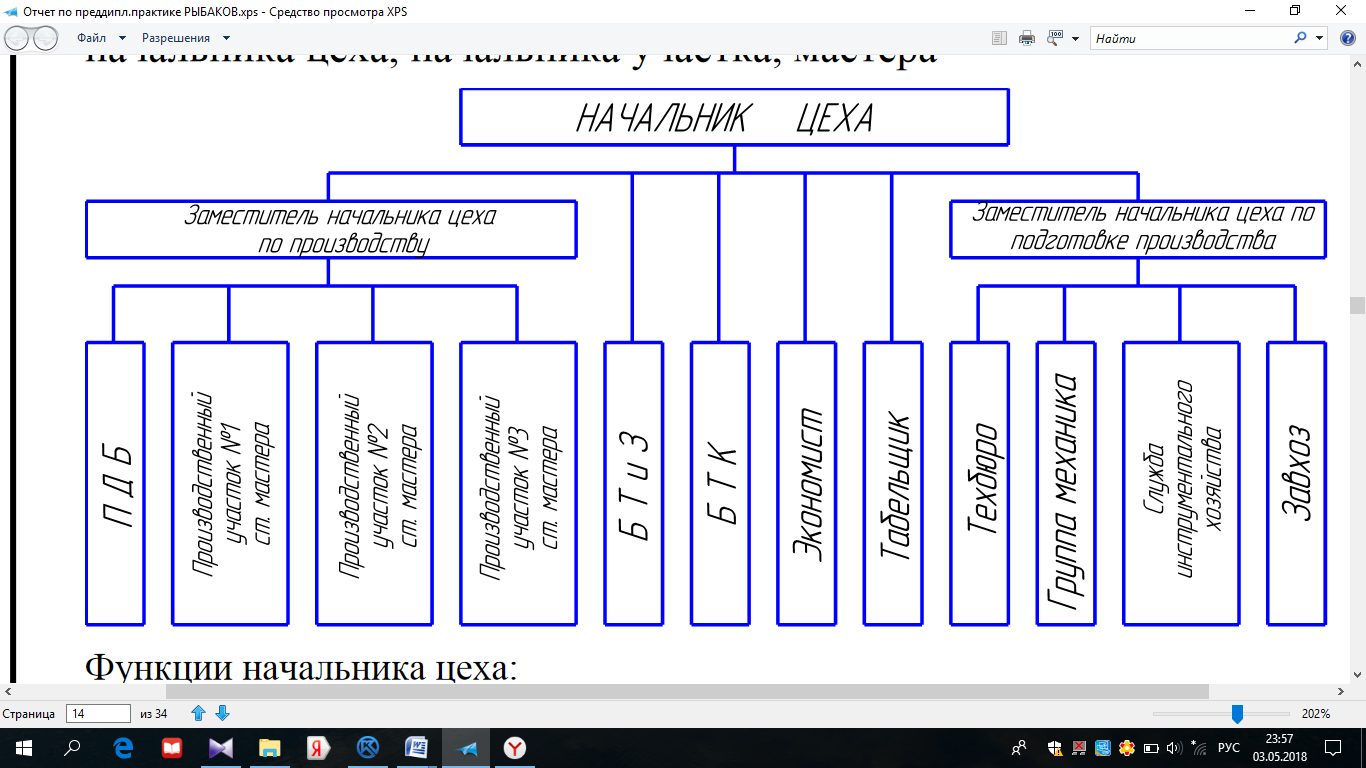
Функции начальника цеха:
1) Обеспечивать руководство и контроль за производственно-технической и хозяйственной деятельностью всех производственных участков и служб подразделения.
2) Организовывать ритмичное и качественное выполнение цехом плановых заданий по всем показателям.
3) Добиваться постоянного повышения производительности труда и качества продукции, максимального использования производственных мощностей, обобщения и распространения передового опыта работы, внедрение новых высокопроизводительных технологических процессов и оборудования.
4) Организовывать систематический контроль за безусловным соблюдением технологической дисциплины, выполнение работ в соответствии с технологическим процессом, предупреждением брака.
5) Принимать меры по обеспечению подразделения материалами, заготовками, комплектующими изделиями в количестве, необходимом для работы цеха.
6) Организовывать систематическое проведение анализа производственно-технической и хозяйственной деятельности цеха.
7) Обеспечивать экономное использование сырья, материалов, топлива и всех видов энергии; соблюдать штатную дисциплину, обеспечивать снижение трудоемкости изготовляемой продукции.
8) Постоянно контролировать выполнение объема производства, состояние незавершенного производства и расходование фонда оплаты труда.
9) Организовывать планирование, учет и составление отчетности о производственной деятельности, работу по нормированию труда правильному применению форм и систем оплаты труда.
10) Обеспечивать сохранность технической документации в цехе.
11) Оказывать повседневную помощь старшим и сменным мастерам, заботиться о повышении их роли и авторитета на производстве.
12) Контролировать и требовать выполнения обязанностей и правильного использования прав всех работников цеха в соответствии с действующими должностными инструкциями, тарифно-квалификационными справочниками и правилами внутреннего трудового распорядка.
13) Планировать организационно-технические мероприятия по повышению качества и надежности выпускаемой продукции.
14) Направлять творческую инициативу коллектива цеха на успешное решение задач технического прогресса, на развитие изобретательства, рационализации, внедрять в производство новейшие достижения науки и техники.
15) Рассматривать заявления на рационализаторские предложения и давать по ним заключения.
16) Следить за строгим соблюдением производственной и трудовой дисциплины работающими, соблюдением правил охраны труда, техники безопасности, промсанитарии, культуры производства и эстетики, безопасности методов труда и противопожарной безопасности.
17) Систематически повышать свои технические и экономические знания и требовать того же от руководителей служб, ИТР и служащих.
Функции мастера:
1) Обеспечение в установленные сроки выполнение производственным участком плановых заданий по объему производства продукции (работ) в заданной номенклатуре, изготовление продукции высокого качества.
2) Своевременное ежедневное составление сменных заданий рабочим и контроль за их выполнением.
3) Обеспечение соблюдения технологических процессов, производственных и должностных инструкций рабочими участка.
4) Проведение работы направленной на предупреждение брака (организация проверки первой детали).
5) Контроль за обеспечением рабочих заготовками, материалов, инструментом, технологической документацией.
6) Обеспечение контроля по соблюдению правил техники безопасности и промсанитарии, противопожарной безопасности, трудовой и производственной дисциплины рабочими участка.
1.2.2 Вид производства, применяемое оборудование и его расположение
На предприятии, где проходит практика, серийный тип производства:
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска, чем единичном типе производства.
- изделия выпускают сериями в зависимости от размеров и мощности выпускаемых машин; серии выпускают с определенной регулярностью;
- ограниченное число операций, закрепленных за группой станков, также за рабочим местом, повторяющиеся через определенный промежуток времени; -
При серийном производстве используются станки с программным управлением, а также универсальные станки, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках.
1.2.3 Внедрение на участке НОТ и производственной эстетики
Научная организация труда (НОТ) имеет большое значение для повышения производительности труда, повышения качества продукции, создания здорового морально-психологического настроя в коллективе. НОТ основана на:
- выявлении и внедрении передовых приемов и методов труда;
- изучении и использовании рабочего времени, разработке мероприятий по устранению потерь и непроизводительных затрат времени;
- проектировании рациональной организации рабочих мест и систем их обслуживания;
- улучшении организации вспомогательных служб цеха;
- работе над совершенствованием документооборота в цехе;
- грамотном внутрицеховом планировании и правильном распределении обязанностей.
НОТ обеспечивает на рабочих местах:
- экономию трудовых движений и энергии, снижение утомляемости рабочих; -
- максимальное сокращение затрат подготовительно-заключительного времени и времени организационно-технического обслуживания;
- наиболее экономное использование производственной площади;
- всестороннее выявление резервов производства и существенное повышение на этой основе производительности труда.
Уровень производственной эстетики оказывает влияние на условия труда. Производственная эстетика учитывает санитарно-гигиенические, психофизиологические и эстетические требования. Производственная эстетика включает в себя: расположение вентиляционных и сантехнических коммуникаций, рациональное размещение светильников, окраску помещений и оборудования, проектирование оргоснастки и производственной мебели.
1.2.4 Система производственного планирования
На предприятии система производственного планирования осуществляется следующим образом:
В соответствии с планом производства продукции на квартал, месяц планово-производственным отделом предприятия определяется месячная потребность в деталях различного наименования, такт и партия запуска деталей в производство (в плане должны быть учтены потери времени на переналадку оборудования; время простоя станков, связанное с текущим ремонтом). После этого начальник цеха дает задания мастерам на запуск деталей в производство. Данные о движении деталей по производственной цепи отслеживаются ежесменно по нарядам и вносятся в компьютер производственного отдела с анализом этих данных и распечаткой ведомости производственного процесса. Кроме того, свои данные о количестве деталей, прошедших через окончательный контроль ведется в Отделе Технического Контроля и на складе готовых деталей.
1.2.5 Методы работы новаторов производства
По условиям производства не всегда возможно обеспечить полную и равномерную занятость того или иного рабочего в течение всего рабочего времени. Поэтому применяют такие прогрессивные методы труда, как совмещение профессий и многоагрегатное обслуживание.
Совмещение профессий предполагает такую расстановку, при которой за рабочим наряду с его основными трудовыми функциями закрепляются также и некоторые другие функции, обычно выполняемые рабочими других специальностей (профессий). Подобная организация труда является весьма эффективным средством наиболее полного использования рабочего времени, следовательно, и повышения производительности труда рабочих.
При многоагрегатном обслуживании за определенным рабочим закрепляется несколько одновременно обслуживаемых единиц оборудования (станков, машин, аппаратов). Оно обычно применяется тогда, когда в связи с
высоким уровнем механизации и автоматизации производства технологический процесс (или часть его) в основном осуществляется на станке (агрегате) без непосредственного воздействия и активного наблюдения рабочего и у него высвобождается время для обслуживания других станков (агрегатов).
1.2.6 Порядок приёма и сдачи смены мастером
Мастер приступает к работе до начала смены. Мастер, у которого заканчивается смена, докладывает своему коллеге всю необходимую информацию (количество неработающих станков, причины простоя оборудования и т.д.). Отчетность по работе участка производится ежедневно в виде таблицы на каждую деталь. В таблице показаны - план выпуска на отчетный период; количество деталей, сделанных за день, количество деталей, выпущенных с начала месяца и другие данные.
1.2.7 Организация обслуживания рабочих мест, вспомогательными службами
Обслуживание рабочего места осуществляется следующими лицами:
а) наладка, обслуживание и мелкий ремонт станка, очистка станка от стружки, чистка станка и прилегающей к нему территории (1 метр) - оператор-наладчик;
б) общее руководство, выдача нарядов, координация взаимодействия с ремонтными службами цеха при неисправности станка - мастер смены;
в) обеспечение контроля качества изготавливаемых деталей - контролеры
ОТК;
г) обеспечение режущим, мерительным инструментом и приспособлениями - кладовщик Инструментально-Раздаточной Кладовой (ИРК);
е) устранение неисправностей механической части станка, слесари по ремонту оборудования службы Главного Механика;
ж) устранение неисправностей электрической части станка-электрики службы Главного Энергетика;
з) подготовка новых технологических процессов и модернизация существующих - технологи ОГТ;
и) подготовка новых управляющих программ обработки и модернизация старых (при изготовлении деталей сложного профиля) – технологи-программисты ОГТ;
к) уборка тары с металлической стружкой, влажная уборка территории цеха вокруг станков - уборщицы.
1.2.8 Организация рационализаторской работы в цехе
В основу рационализаторской и изобретательской работы в цехе принят
принцип коллективного участия работников цеха в решении тех или иных проблем, возникающих в производственном процессе. Руководство предприятия обращается за помощью к работникам для решения тех или иных проблем - эту работу осуществляет Бюро Патентных Исследований и Изобретений (БПИИ). Бюро получает от цехов и технических служб заявления рационализаторов на рационализаторские предложения, квалифицированные заключения о новизне, полезности и целесообразности использования в производстве рационализаторских предложений и полезных моделей или по их отклонению; материалы и документацию, необходимые для подготовки и оформления заявок на изобретения; сведения о выполняемых исследованиях и разработках, о выполнению заказов по изготовлению и проверке опытных образцов изделий, а также сведения об исходных данных для подсчета экономического эффекта и авторского вознаграждения по использованным изобретениям и рационализаторским предложениям (акты, справки и т.п.); предложения по плану работ по рационализации подразделений на год.
В результате рассмотрения дается заключение о целесообразности их применения. Если предложение принимают, то составляют план мероприятий по внедрению этого предложения в производство с учетом экономии с начала выпуска. Автору предложения, в зависимости от экономической эффективности, начисляется денежное вознаграждение.
1.2.9 Меры поощрения работающих
Для повышения производительности труда и качества продукции, совершенствования производственных процессов большое значение имеет поощрение работников предприятия. Поощрение бывает моральным (благодарность руководителя устная или записанная в приказе по подразделению, занесение благодарности в трудовую книжку) или материальным (денежная премия или ценный подарок с обязательным объявлением благодарности приказом по подразделению). В современных экономических условиях при недостатке денежных средств у предприятий основной упор делается на моральное поощрение работающих.








