 2020-06-08
2020-06-08 408
408К контрольно-измерительным инструментам относят:
инструменты для контроля плоскостности и прямолинейности; плоскопараллельные концевые меры длины (плитки); штриховые инструменты, воспроизводящие любое кратное или дробное значение единицы измерения в пределах шкалы (штангенинстру- менты, угломеры с нониусом);
микрометрические инструменты, основанные на действии винтовой пары (микрометры, микрометрические нутромеры и глубиномеры). К измерительным приборам относят: рычажно-механические (индикаторы, индикаторные нутромеры, рычажные скобы, миниметры);
оптико-механические (оптиметры, инструментальные микроскопы, проекторы, интерферометры);
электрические (профилометры и др.).
Указанные выше измерительные приборы являются точным и дорогостоящим инструментом, поэтому при пользовании и хранении необходимо соблюдать правила, изложенные в соответствующих инструкциях.
Инструменты для контроля плоскостности и прямолинейности. Далее кратко описаны устройство и использование наиболее часто применяемых при слесарных работах инструментов.
Лекальные линейки изготовляют трех типов: с двусторонним скосом (ЛД) длиной 80, 125, 200, 320 и (500) мм; трехгранные (ЛТ) длиной 200 и 320 мм; четырехгранные (ЛЧ) длиной 200, 320 и (500) мм. Проверка прямолинейности лекальными линейками производится по способу световой щели (на просвет) или по способу следа. При проверке прямолинейности по способу световой щели лекальную линейку накладывают острой кромкой на проверяемую поверхность, а источник света помещают сзади линейки и детали. Линейку держат строго вертикально на уровне глаз, наблюдая за просветом между линейкой и поверхностью в разных местах по длине линейки. Наличие просвета между линейкой и деталью свидетельствует об отклонении от прямолинейности. При достаточном навыке такой способ контроля позволяет уловить просвет от 0,003 до 0,005 мм (3...5 мкм).
При проверке способом следа рабочим ребром линейки проводят по чистой проверяемой поверхности. Если поверхность прямо-
ь А
линейна, на ней останется сплошной след; в противном случае след будет прерывистым (пятнами).
Поверочные линейки с широкой рабочей поверхностью изготовляют четырех типов (сечений): прямоугольные ШП; двутавровые ШД; мостики ШМ; угловые трехгранные УТ.
В зависимости от допустимых отклонений от прямолинейности поверочные линейки типов ШП, ШД и ШМ делят на три класса — 0,1 и 2, а линейки типа УТ делят на 2 класса — 1 и 2. Линейки 0-го и 1-го классов применяют для контрольных работ высокой точности, а линейки 2-го класса — для монтажных работ средней точности.
Проверка прямолинейности и плоскостности этими линейками производится по линейным отклонениям и по краске (способ пятен). При измерении линейных отклонений от прямолинейности линейку укладывают на проверяемую поверхность или на две концевые меры одинакового размера. Просветы между линейкой и контролируемой поверхностью измеряют щупом.
Точные результаты дает применение полосок папиросной бумаги, которые с определенными интервалами укладывают под линейку. Вытягивая полоску из-под линейки, по силе прижатия каждой из них судят об отклонении от прямолинейности.
При проверке на краску рабочую поверхность линейки покрьюают тонким слоем красителя (сажа, сурик), затем линейку накладывают на проверяемую поверхность и плавно без сильного нажима перемещают по ней После этого линейку осторожно снимают и по расположению, количеству и размеру пятен на поверхности судят о прямолинейности последней. При хорошей плоскостности пятна краски располагаются равномерно по всей поверхности. Чем больше количество пятен на проверяемой поверхности квадрата 25X25 мм, тем выше плоскостность. Трехгранные поверочные линейки изготовляют с углами 45,55 и 60°.
Поверочные плиты применяют главным образом для проверки широких поверхностей на краску, а также используют в качестве вспомогательных приспособлений при различных контрольных работах в цеховых условиях. Плиты делают из серого мелкозернистого чугуна. По точности рабочей поверхности плиты бывают четырех классов — 0, 1, 2 и 3; первые три класса — поверочные плиты, четвертый — разметочные.. Проверка на краску с помощью поверочных плит выполняется, как описано выше.
Плиты оберегают от ударов, царапин, загрязнения, после работы тщательно вытирают, смазывают минеральным маслом, скипидаром или вазелином и накрывают деревянным щитом (крышкой).
Линейки ШД, ШМ и УТ недопустимо хранить прислоненными друг к другу, к стене под некоторым углом, так как они прогибаются и становятся не годными к использованию.
§ 94. ИГГАНГЕНИНСТРУМЕНТЫ
Штангенинструменты широко распространены в машиностроении. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д.
Штангенциркули применяют трех типов — ШЦ-1, ШЦ-Н и ШЦ-Ш. Их изготовляют с различными пределами измерения, мм: 0...125 (ШЦ-1); 0...160 (ШЦ-Н); 0...400 (ШЦ-Ш); отсчеты по нониусу составляют 0,1 мм (ШЦ-1) и 0,05 мм (ШЦ-Н и ШЦ-Ш).
Штангенциркуль ШЦ-1 (рис. 365) применяют для измерения наружных, внутренних размеров и глубин с величиной отсчета по нониусу 0,1 мм. Штангенциркуль имеет штангу 1, на которой нанесена шкала с основными миллиметровыми делениями. На одном конце этой штанги имеются измерительные губки 2 и 7, а на другом — линейка б для измерения глубин. По штанге перемещается подвижная рамка 3 с губками.
|
|
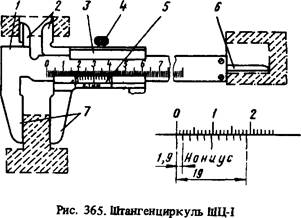
Рамку в процессе измерения закрепляют на штанге зажимом 4. Нижние губки 7 служат для измерения наружных размеров, а верхние 2 - внутренних. На скошенной грани рамки 3 нанесена шкала 5 с дробными делениями, называемыми нониусом. Нониус предназначен дня определения дробной величины цены деления штанги, т.е. для определения доли миллиметра. Шкала нониуса длиной 19 мм разделена на 10 равных частей, следовательно, каждое деление нониуса равно 19: 10 = 1,9 мм, т.е. оно короче расстояния между каждыми двумя делениями, нанесенными на шкалу штанги, на 0,1 мм (2—1,9=0,1). При сомкнутых губках начальный штрих нониуса совпадает с нулевым штрихом шкалы штангенциркуля, а последний (10-й) штрих - с 19-м штрихом шкалы.
При измерении губки 7 должны прилегать друг к другу без просветов. Перед измерением при сомкнутых губках нулевые штрихи нониуса и штанги должны совпадать. При отсутствии просвета между губками для наружных измерений или при небольшом просвете (до 0,012 мм) должны совпадать нулевые штрихи нониуса и штанги.
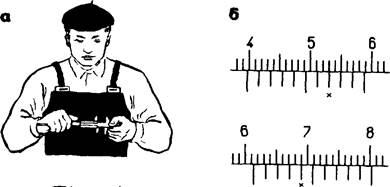
При измерении деталь берут в левую руку, которая должна находиться за губками и захватывать деталь недалеко от губок (рис. 366, а). Правая рука должна поддерживать штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения губок с проверяемой поверхностью, не допуская перекоса губок при нормальном измерительном усилии.
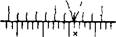
Рамку зажимают большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать нижнюю губку штанги (рис. 366, б). При чтении показаний штангенциркуль держат прямо перед глазами (рис. 367, а). Целое число миллиметров отсчитывают по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета (0 1 мм) на порядковый номер штриха нониуса, не считая нулевого, совпадающего со штрихом штанги. Примерь; отсчета показаны на рис. 367, б.
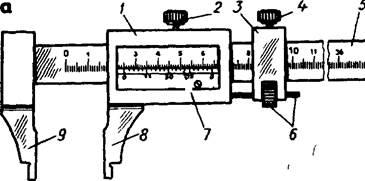
Штангенциркуль ШЦ-ІІ (рис. 368, а) с величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений и разметки. Это инструмент высокой точности. Верхние губки штангенциркуля заострены и используются для разметочных работ.
|
|
|
|

|
|
| \ /
|
Рис 367. Чтение показаний штангенциркуля •
а - положение глаз, б - примеры отсчета размеров, мм: 39+(0,1X7) =39,7; 61+(0,1Х
Х4) =61,4
Для точной установки подвижной рамки относительно штанги штангенциркуль снабжен микрометрической подачей (винт и гайка).
Деления на штанге 4 нанесены через один миллиметр. Шкала нониуса б длиной 39 мм разделена на 20 равных частей. Следовательно, каждое деление нониуса равно 1,95 мм (39:20= 1,95), т.е. короче расстояния между каждыми двумя делениями, нанесенными на шкале штанги, на 0,05 мм (2 - 1,95 = 0,05).
Перед измерением необходимо убедиться в совпадении нулевых штрихов нониуса и штанги.
Для грубых измерений рамку 3 перемещают по штанге до плотного прилегания губок 1 к поверхности измеряемой детали и после закрепления зажимом 2 производят отсчет. Для точной установки штангенциркуля и точных измерений пользуются микрометрической подачей.
На рис. 368, б показан пример определения доли миллиметра нониуса штангенциркуля с отсчетом по нониусу 0,05 мм.
Дробная величина 0,35 мм получена в результате умножения величины отсчета (0,05 мм) на порядковый номер штриха нониуса, т.е. 7-го (крестиком указан 7-й штрих нониуса), совпадающего со штрихом штанги, не считая нулевого деления: 0,05 мм X 7 = 0,35 мм. Для ускорения отсчета используют цифры нониуса 25, 50 и т. д., обозначающие сотые доли миллиметра.
Штангенциркуль ШЦ-ІІІ (рис. 369, а) с величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений; применяют его реже.
Штангенциркуль ШЦ-ІІІ состоит из подвижной рамки 1, зажима 2 этой рамки, рамки 3 микрометрической подачи, зажима 4 рамки микрометрической подачи, штанги 5 с миллиметровыми делениями, гайки и винта б микрометрической подачи, нониуса 7, подвижной измеритель-
|
|

|
|
Рис. 368. Штангенциркуль ШЦ-ІІ: й — устройство, б — пример отсчета (0,05X7=0,35 мм); I - губки, 2 - зажимы, 3 - рамка, 4 - штанга, 5 - шкала нониуса
|
|

| 0 ІІІІІІІІІІ | < ііііііііі | г з 4 и 11111111111111 м 1111 | |
| НІМІ 0 2 | 1 11 5 х | 1 5 | Г Г Г Г | Г Г1 1 | 0 75 1 |
| ДО |
|
|
|
|
| 8 «*»—\ |
| .У.У.У.У.У.У. У. г.? |
|
|

| я |
| о 25 50 75 * 71мм +0,75мм ^,05**"^ 71,85** |
| О 25 30 75 * 12 м * {0,05мм *3}* 12,15мм |
Рис 369. Штангенциркуль ШЦ-Ш: а - устройство, б - примеры отсчета
При измерении штангенциркулями внутренних размеров к показаниям инструмента добавляется толщина губок, указанная на них.
Штангенглубиномер служит для измерения глубины глухих отверстий, канавок, пазов, высоты уступов. Штангенглубиномеры изготовляют с пределами измерений 0...250 мм (отсчет по нониусу 0,05 мм) и 0...500 мм (отсчет по нониусу 0,1 мм).
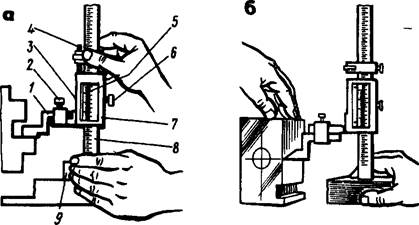
Штангенглубиномер (рис. 370, а) состоит из основания 9 с рамкой 8 и нониусом 1, зажима 2 рамки, штанги 5 с миллиметровыми делениями, микрометрической подачи (винт б и гайка 7) и зажима 3. Измерительными поверхностями штангенглубиномера служат плоское основание 9 и торец 10 штанги.
Перед измерением проверяют нулевое положение инструмента. При соприкосновении измерительных поверхностей основания и штанги с лекальной линейкой (рис. 370, б) или плитой (рис. 370, в) нулевые штрихи нониуса и штанги должны совпадать.
При измерении основание 9 устанавливают на измеряемую поверхность (рис. 370,г), от которой начинается измерение, и прижимают основание левой рукой к измеряемой поверхности, а правой рукой.штангу 5 передвигают до упора в другую поверхность, до которой измеряют расстояние. В этом положении рамку 4 микрометрической подачи стопорят зажимом 3. Затем вращают гайку 7 и рамку 8 стопорят зажимом 2.
Результат измерения отсчитывается так же, как и по штангенциркулю - по основной шкале (целые миллиметры) и по нониусу 1 (дробные доли миллиметра).
В некоторых случаях для измерения труднодоступных мест применяют глубиномер со штангами с изогнутым концом.
Штаигенрейсмасы предназназначаются для измерения высот от плоских поверхностей и точной разметки.
|
|
| Рис. 370. Штангенглуби- номер: а — устройство, б, в — проверка нулевого положения соответственно лекальной линейкой и на плите, г — прием измерения |
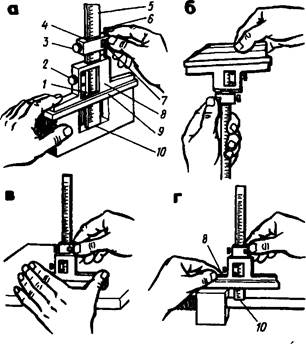
Штангенрейсмас (рис. 371, а, б) состоит из основания 9, в котором жестко закреплена штанга 8 со шкалой, рамки 7 с нониусом 5 и стопорным винтом 6, устройства 4 микрометрической подачи, включающего движок, винт, гайку и стопорный винт, сменных ножек 1 (для разметки с острием и для измерения высоты) с двумя измерительными поверхностями (нижней плоской и верхней в виде острых ребер шириной не более 0,2 мм), стопорного винта 2 для закрепления ножки 1 и державки 3 на выступе рамки 7 для игл различной длины.
|
Рис. 371. Штангенрейсмас. а - устройство и прием измерения, б - прием разметки |
Для проверки нулевого положения штангенрейсмаса последний перед использованием устанавливают на поверочную плиту и рамку опускают вниз до соприкосновения измерительной поверхности ножки с пли Рис. 372. Проверка нулевого положения штангенрейсмаса: а - на плите, б - с помощью концевых мер длины
При этом нулевой штрих шкалы нониуса должен совпадать с нулевым штрихом шкалы штанги. Если штангенрейсмас имеет нижние пределы измерения выше 40 мм, то проверка производится установкой под ножку плоскопараллельных концевых мер (рис. 372, б). При отсутствии зазора между ножкой и плитой (или концевой мерой, равной нижнему пределу) нулевые штрихи нониуса и штанги должны совпасть.
При измерении (см. рис. 371, а) левой рукой прижимают основание к плите и подводят ножку к проверяемой поверхности, затем правой рукой с помощью микрометрической подачи 4 доводят измерительную ножку до соприкосновения ее нижней части с проверяемой поверхностью. При разметке (см. рис. 371,6) правой рукой устанавливают требуемый размер (высоту), слегка прижимают левой рукой основание к плите, перемещая штангенрейсмас относительно размечаемой детали. Острием ножки наносят риски.
Показания штангенрейсмаса читают так же, как и штангенциркуля. При измерении высоты верхней измерительной плоскостью необходимо к полученному размеру прибавить высоту ножек.








