 2020-06-08
2020-06-08 202
202После изготовления кожуха гипсовую форму разбирали: сначала наружный слой, затем внутренний. На лицевую поверхность гипсовых кусков внутреннего слоя формы после предварительного смазывания ее жиром наносили материал восковой модели толщиной, равной толщине стенки будущей отливки. Теперь можно было приступать к изготовлению стержня, выполняющего внутреннюю полость отливки. На решетчатом постаменте монтировали металлический каркас для будущего стержня. Каркас состоял из железных кованых полос и проволочной арматуры (рис. 128). Большую часть его элементов потом удаляли из готовой статуи. Те, что оставались в отливке, увеличивали ее прочность. Особенно это касается опорных элементов статуи (ног лошади), тонких выступающих частей (крест Владимира) и т.д. Отдельные части каркаса выступали за пределы очертания скульптуры, они обеспечивали жесткое скрепление стержня и наружной оболочки формы.
Далее, по Чекалевскому [38|, вокруг каркаса стержня собирали модель из восковых слепков, изготовленных по гипсовым кускам (у Вазари восковые слепки крепили на готовом стержне). В рассматриваемом случае непонятно, зачем предварительно нужна была (также по Чекалевскому) двухслойная гипсовая форма, если ее не пришлось собирать (может быть это и есть одна из неточностей, о которых говорил Рубцов).
Для конных статуй вокруг каркаса производили сборку гипсовой формы со слоями восковой модели. На ранних стадиях при изготовлении статуи Людовика XIV форму собирали последовательно снизу в несколько приемов — ярусами. Также в несколько приемов изготавливали стержень из влажной смеси, включающей гипс, толченый кирпич и др. После заполнения полости формы очередного яруса стержневой смесью ее высушивали. Далее возводили новый ярус формы и наращивали стержень и т.д.
Позже, уже при изготовлении статуи Людовика XV, гипсовую форму собирали целиком и затем через отверстия в верху формы (голова всадника, лошади, другие верхние части скульптуры) заливали текучий стержневой состав (рис. 129). На рисунке видно, что стержневую смесь подавали в полость формы через три отверстия. Чтобы повысить жесткость кусковой гипсовой формы, ее укрепляли деревянными распорками.
Через несколько часов, когда стержневая масса затвердевала, приступали к разборке гипсовой формы: сначала удаляли гипсовый кожух (раковины), а затем куски внутреннего слоя, причем, восковый слой оставался на стержне. Этот слой тщательно осматривали, скульптор исправлял поврежденные места и отделывал восковую модель.
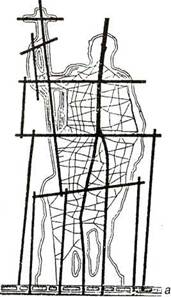
Рис. 128. Конструкция металлических каркасов стержня крупных статуй: а — каркас статуи князя Владимира [38]
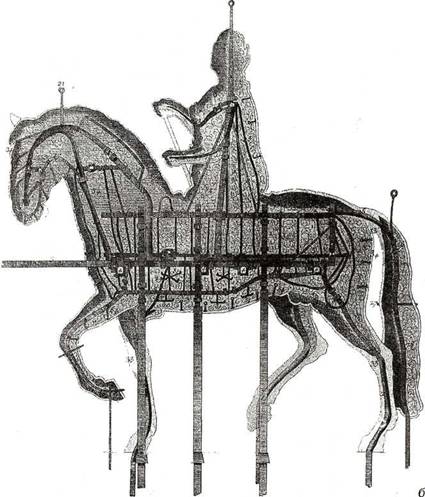
Рис. 128,б. Каркас статуи короля Людовика XV по Мариэтте [13]
К исправленной восковой модели (на расстоянии 50—75 мм от нее) литейный мастер прикреплял систему восковых труб — моделей литников и выпоров, а также каналов для выпуска из формы расплавленного воска (рис. 130).
В отличие от варианта на рис. 122, в данных случаях воск удаляли из формы без ее поворота и для этого использовали не литниковую систему, а специальные каналы, выходящие вниз. Для заливки металла в форму таких крупных отливок с относительно небольшой толщиной стенок необходима была разветвленная литниковая система. Например, статую Минина и Пожарского заливали через 12 стояков, распределявших металл по 300 литниковым каналам, а статую Людовика XV заливали через 200 каналов [31]. На рис. 130, 2, выполненном скульптором И. П. Мартосом, видимо, допущена неточность, так как, по данным [43], щит отливали отдельно. Литниковая система статуи князя Владимира состояла из трех стояков с отходящими от них питателями и двух выпоров с разветвлениями. У монумента Минину и Пожарскому было семь выпоров — главных каналов для выхода воздуха из формы.
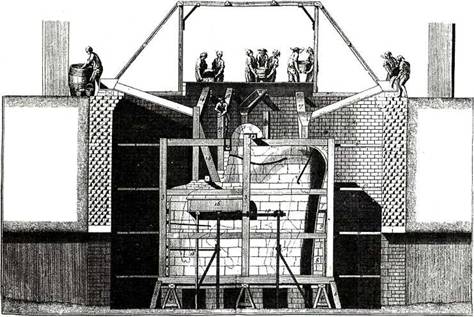
Рис. 129. Заливка в гипсовую форму статуи короля Людовика XV стержневой массы по Мариэтте [13]
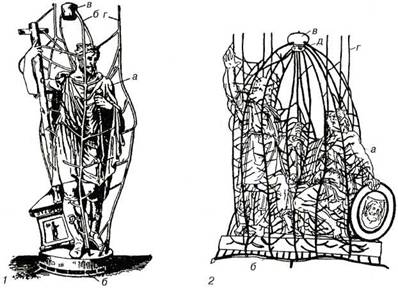
Рис. 130. Восковые модели статуй с системой каналов:
1 — князя Владимира [38]; 2 — Минина и Пожарского [38]; 3 — короля Людовика XV по Мариэтте [13]; а — восковая модель; б — каналы для удаления воска; в — литниковая чаша; г — каналы для удаления воздуха; д — литниковые стояки
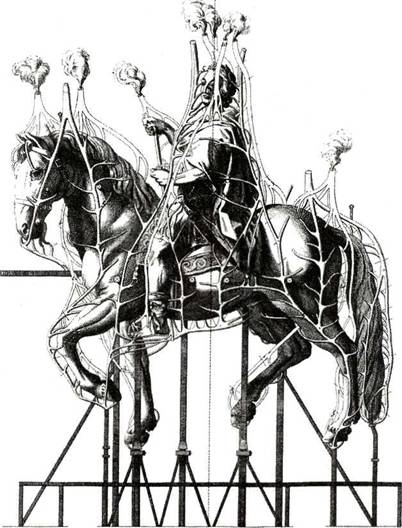
Рис. 130, 3
От стояков (каналов для подачи металла в форму) питатели подходят к модели снизу вверх, обеспечивая плавное, без разбрызгивания поступление металла в форму и улучшение качества отливки. В этом случае, пока стояк не будет заполнен металлом до соответствующего питателя, расплав в форму по этому питателю не попадет. У каналов для удаления воздуха наоборот — ответвления отходят от моделей снизу вверх, что облегчает полное вытеснение воздуха из формы при заливке металла.








