 2020-06-08
2020-06-08 230
2301. Шлифование с круговой подачей заготовки.
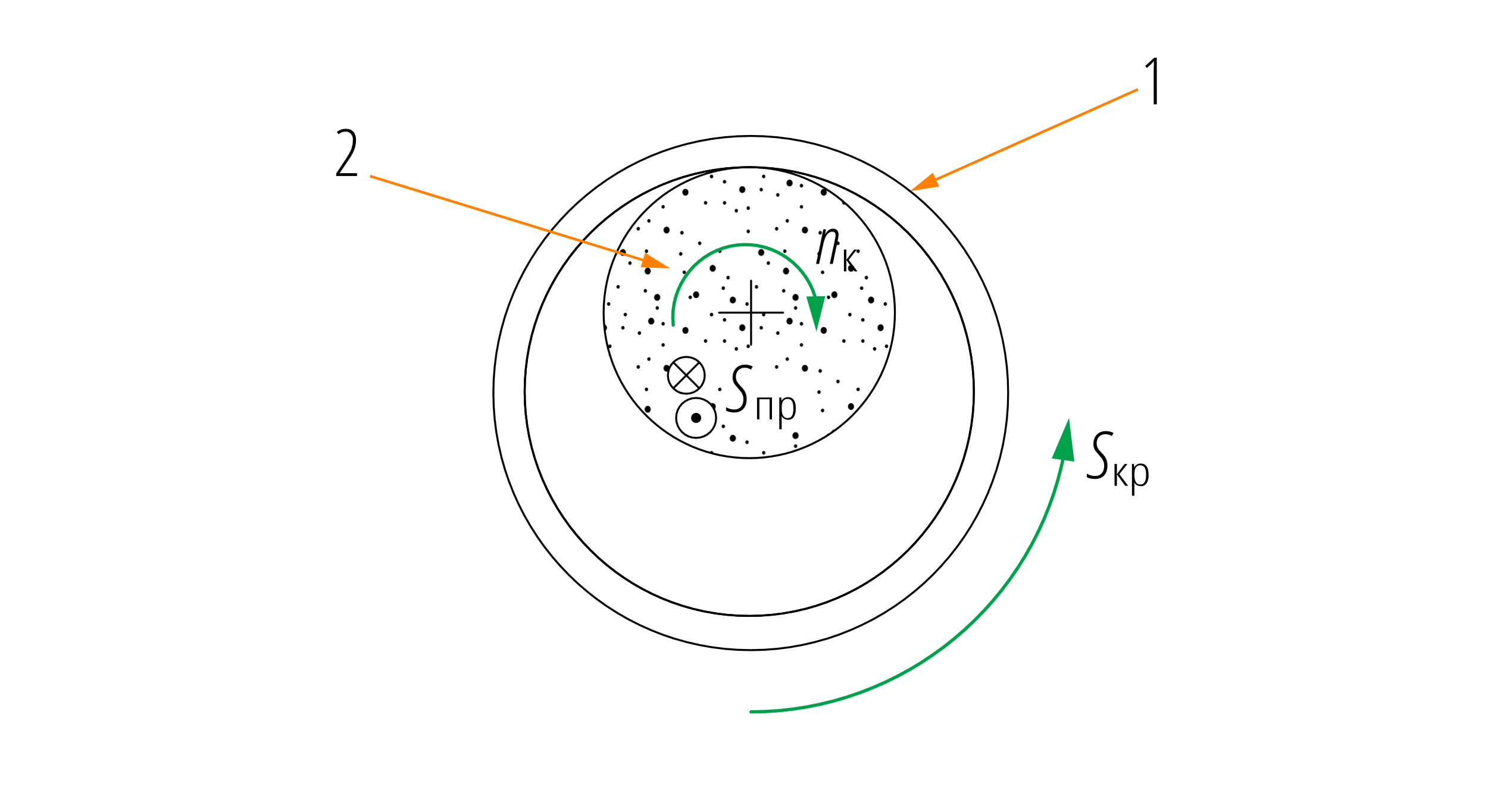
1 – заготовка,
2 – шлифовальный круг,
nк – вращение круга – главное движение,
Sкр – вращение заготовки – круговая подача,
Sпр – поступательное движение круга – продольная подача.
Так шлифуют отверстия в кольцах и подобных им заготовках. Шлифование производится пальцевым кругом. Для того, чтобы прошлифовать отверстие по всей окружности, заготовка совершает движение круговой подачи Sкр – вращается вокруг своей оси (оси шлифуемого отверстия). Для того, чтобы прошлифовать отверстие на всю глубину, круг совершает продольную подачу Sпр поступательно перемещается по образующей отверстия.
2. Планетарное шлифование.

1 – заготовка,
2 – шлифовальный круг,
nк – вращение круга – главное движение,
Sкр – вращение круга вокруг оси отверстия – круговая подача,
Sпр – поступательное движение круга – продольная подача.
Так шлифуют небольшие отверстия в габаритных заготовках, вращать которые сложно. Шлифование производится пальцевым кругом. Для того, чтобы прошлифовать отверстие по всей окружности, круг совершает круговую подачу Sкр – вращается не только вокруг собственной оси, но и вокруг оси шлифуемого отверстия. Именно поэтому шлифование назвали планетарным. Для того, чтобы прошлифовать отверстие на всю глубину, круг совершает продольную подачу Sпр – поступательно перемещается по образующей отверстия.
Шлифование отверстий – не рекомендованная операция. При шлифовании отверстий трудно получить поверхность малой шероховатости. Известно, что гладкие (мало шероховатые) поверхности получают при шлифовании, когда скорость резания достигает нескольких десятков метров в секунду.
V=(π⋅D_к⋅n_к)/(1000⋅60)
Из формулы видно, что увеличивать скорость резания при шлифовании можно увеличивая диаметр круга Dк и частоту вращения круга кnк. Когда шлифуют наружную поверхность, можно применить плоскопараллельный круг диаметром несколько сотен миллиметров. При частоте вращения круга несколько тысяч оборотов в минуту будет обеспечена скорость резания десятки метров в секунду. Когда шлифуют отверстие, приходится применять пальцевый круг, диаметром несколько десятков миллиметров. (Диаметр круга должен быть меньше диаметра шлифуемого отверстия) Скомпенсировать уменьшение диаметра круга увеличением частоты его вращения не удаётся – технически очень сложно вращать круг с частотой десятки тысяч оборотов в минуту.
Выпуклая поверхность пальцевого круга контактирует с вогнутой поверхностью шлифуемого отверстия. Каждое абразивное зерно оставляет на шлифуемой поверхности длинную царапину. Сумма длинных царапин даёт шероховатую поверхность. Иначе обстоит дело при круглом внешнем шлифовании. Выпуклая поверхность круга контактирует с выпуклой шлифуемой поверхностью. Абразивное зерно оставляет на шлифуемой поверхности короткую царапину. Сумма коротких царапин даёт гладкую, мало шероховатую поверхность.
Оба отмеченных обстоятельства не устранимы. Поэтому шлифование отверстий – не рекомендованная операция. Шлифование отверстий следует заменять растачиванием, развёртыванием и т. п. Во многих случаях это сделать не удаётся. Шлифование отверстий применяют достаточно широко.








