 2020-06-08
2020-06-08 112
1121. Шлифование в центрах с продольной подачей.
Длинная цилиндрическая заготовка имеет в торцах центровые отверстия. По этим отверстиям заготовка устанавливается в центрах круглошлифовального станка.
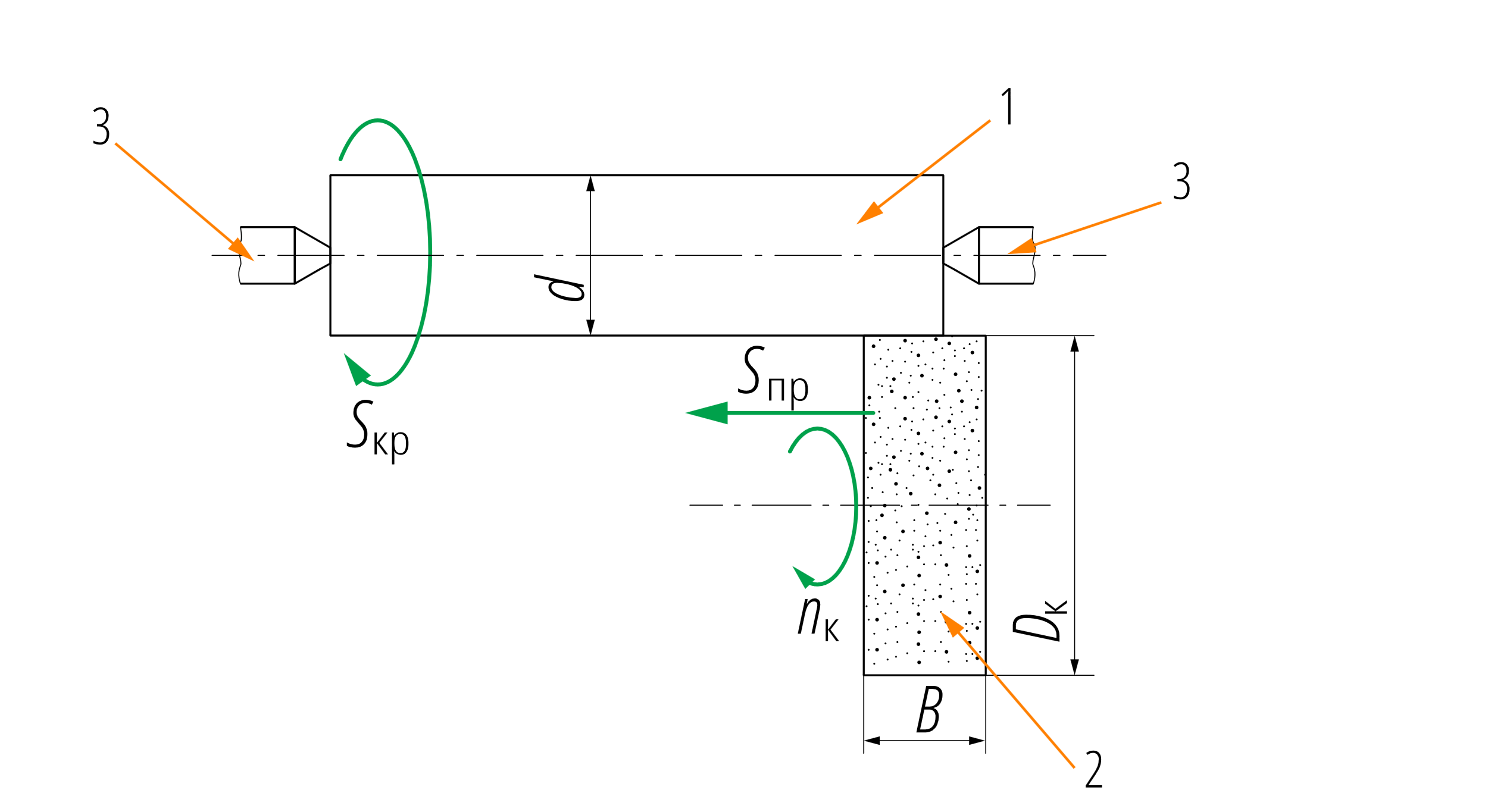
1 – заготовка,
2 – шлифовальный круг,
3 – центры,
Dк – диаметр круга,
d – диаметр заготовки,
nк – вращение круга – главное движение,
Sкр – вращении заготовки – круговая подача,
Sпр – поступательное движение круга – продольная подача.
Видно, что заготовка может быть прошлифована по всей наружной цилиндрической поверхности. Рассмотрим на этом примере режим резания.
Режим резания
Скорость резания V – линейная скорость рабочей поверхности круга относительно поверхности резания (шлифуемой поверхности).
V=(π⋅D_k⋅n_к)/(1000⋅60)[м/с]
Диаметр круга Dк подставляется в формулу в мм, частота вращения круга n – в об/мин. Если разделить числитель формулы π⋅Dk⋅nк на 1000, то получится скорость резания V в м/мин. Если разделить числитель формулы π⋅Dk⋅nк на 1000⋅60, то получится скорость резания V в м/с. Шлифование – высокоскоростной процесс. В теории резания принято выражать скорость резания при шлифовании в м/с. Вспомним, что во всех остальных видах обработки резанием скорость резания выражается в м/мин.
Круговая подача Sкр необходима для того, чтобы поверхность заготовки была прошлифована по всей окружности. Рекомендуется вращать заготовку раз в 100 медленнее, чем шлифовальный круг (круг вращается с частотой несколько тысяч оборотов в минуту, заготовка – с частотой несколько десятков оборотов в минуту).
Продольная подача Sпр необходима, чтобы поверхность заготовки была прошлифована по всей длине. Её назначают в долях ширины круга за оборот заготовки.
Sпр=(0,1…0,5)B[мм/об.заг]
Глубина резания t на схеме шлифования не показана, не видно, какой толщины слой материала сошлифовывает с заготовки круг. Глубина резания t различная на разных стадиях шлифования. На предварительной стадии (предварительные проходы) ммt=0,02…0,06мм. После двух-трёх предварительных проходов диаметр заготовки d приблизится к заданному. Шлифование переходит в окончательную стадию. Глубина резания на окончательных проходах t=0,005…0,02мм. На этой стадии диаметр заготовки d доводится до заданного, шлифуемая поверхность приобретает заданную шероховатость. Иногда, как это ни странно, шлифование не заканчивается по завершении окончательной стадии. Возможно т. н. выглаживание (или выхаживание).
На предварительной и окончательной стадиях шлифования круг перед каждым проходом врезался в заготовку поперечной подачей на сотые (тысячные) мм. На стадии выглаживания круг совершает проходы (до 10 раз) вдоль заготовки без поперечной подачи на неё. Что же в этом случае круг срезает с обрабатываемой поверхности? Ведь он в заготовку перед каждым проходом не врезается. Однако, наблюдение за процессом шлифования показывает, что из под круга летят искры. Значит, круг что-то режет, искры – разогретые до температуры свечения стружки, срезаемые с заготовки абразивными зёрнами. Дело в том, что в процессе шлифования круг давит на заготовку. В соответствии с третьим законом Ньютона, заготовка с точно такой же силой давит на круг. Под действием этих сил технологическая система деформируется: круг отжимается от заготовки, заготовка прогибается кругом. При переходе в стадию выглаживания, технологическая система постепенно упруго восстанавливается. За счёт этого круг сохраняет контакт с заготовкой, продолжает её шлифовать. С каждым проходом круг сошлифовывает всё меньше. Это видно по искрам, летящим из-под круга. Стадия выглаживания постепенно затухает, глубина резания t приближается к 0.
2. Шлифование в центрах с поперечной подачей (врезное шлифование).
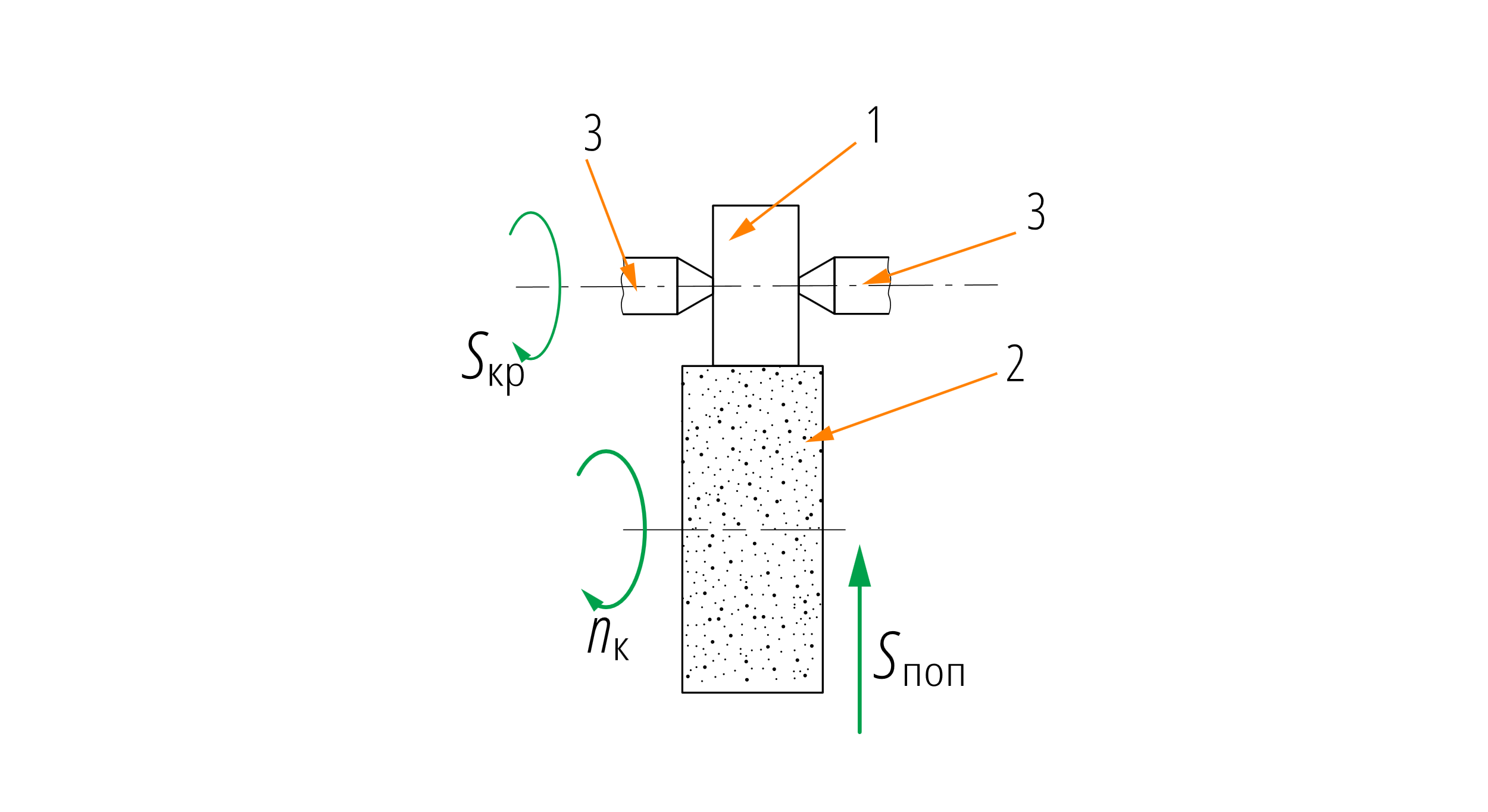
1 – заготовка,
2 – шлифовальный круг,
3 – центры,
nк – вращение круга – главное движение,
Sкр – вращение заготовки – круговая подача,
Sпоп – поступательно движение круга на заготовку – поперечная подача.
Ширина круга больше длинны заготовки. Круг шлифует заготовку сразу по всей длине. Ясно, что продольная подача здесь не нужна. За счёт круговой подачи Sкр заготовка шлифуется по всей поверхности. Поперечной подачей Sпоп<0,1мм/об заг. круг непрерывно врезается в заготовку. Когда диаметр заготовки достигнет заданного значения, поперечная подача круга прекращается. Но заготовка и круг продолжают вращаться. Происходит выглаживание (выхаживание) шлифуемой поверхности. На стадии выглаживания заготовка совершает до 10 оборотов.
3. Глубинное шлифование в центрах.
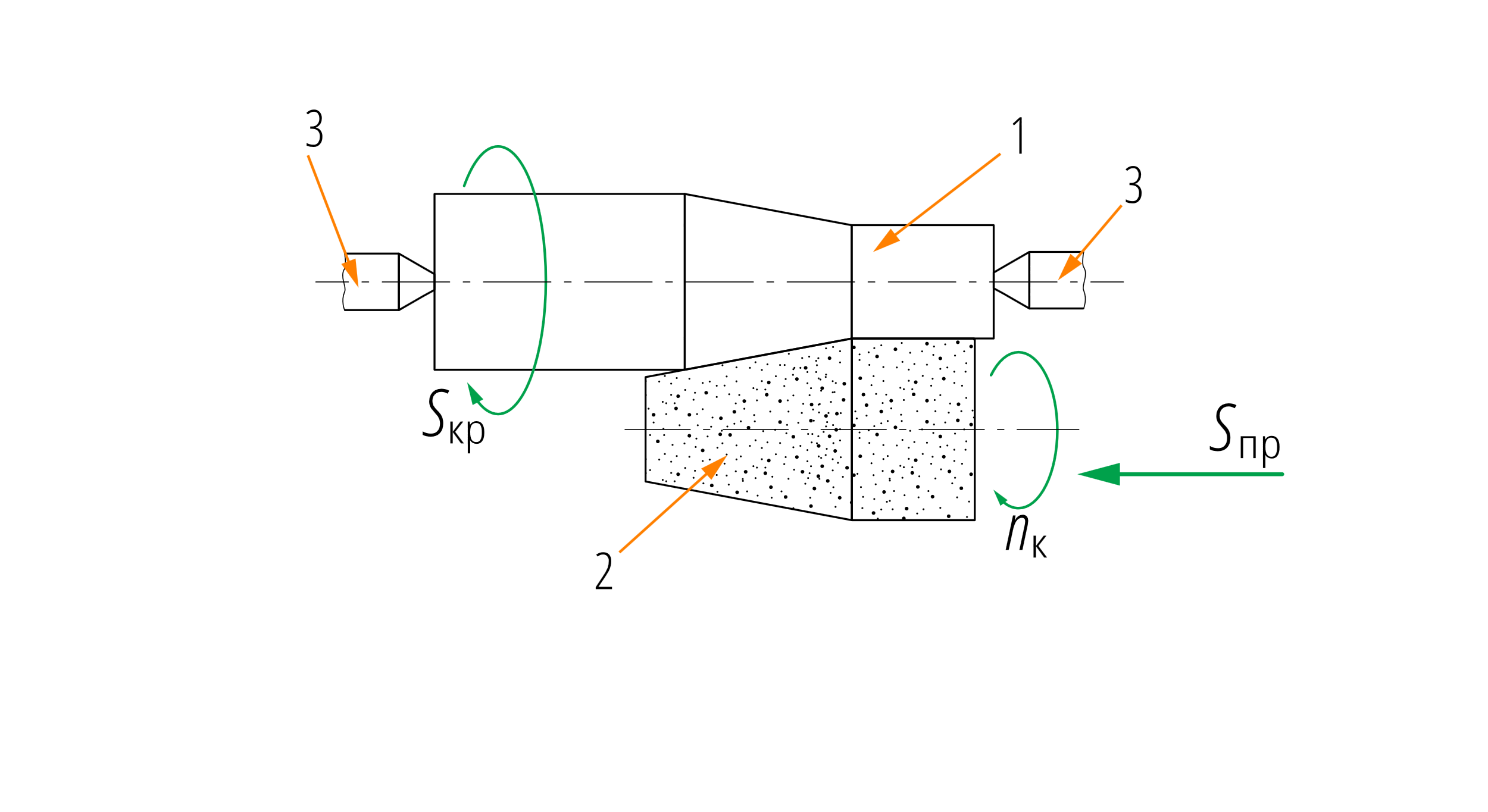
1 – заготовка,
2 – шлифовальный круг,
3 – центры,
nк – вращение круга – главное движение,
Sкр – вращение заготовки – круговая подача,
Sпр – поступательное движение круга – продольная подача.
При круглом внешнем шлифовании в центрах с продольной подачей плоскопараллельный круг сошлифовывает с заготовки за каждый проход слой материала толщиной несколько сотых мм. Для удаления с заготовки слоя толщиной несколько мм потребуются сотни проходов. Не рационально, не производительно. На схеме показано, как специальный цилиндро-конический круг сошлифовывает 1…2 мм за проход. Это – глубинное шлифование. На первом проходе диаметр заготовки приближается к заданному. Эта работа резания выполняется конической частью круга. Далее, на завершающей стадии шлифования, круг работает своей цилиндрической частью, совершая несколько окончательных и выглажиавющих проходов.
4. Бесцентровое круглое внешнее шлифование.
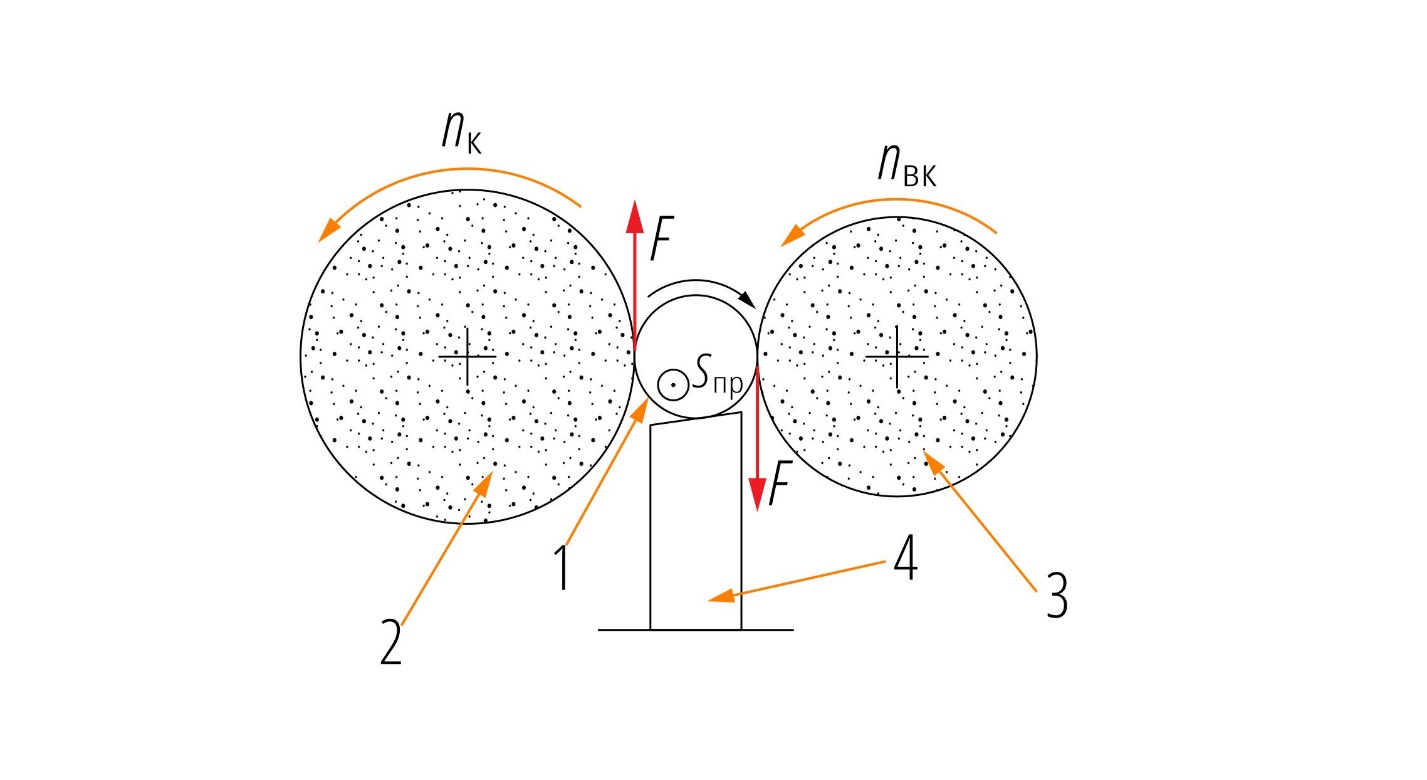
1 – заготовка,
2 – шлифовальный круг,
3 – ведущий круг,
4 – опора,
nк – вращение шлифовального круга – главное движение,
nвк – вращение ведущего круга,
Sкр – круговая подача заготовки,
Sпр – продольная подача заготовки.
В массовом производстве требуется шлифовать огромное количество мелких цилиндрических изделий (ролики, штифты и т.п.). Делать это следует на шлифовальных автоматах. Автоматическая установка мелких заготовок в центры затруднительна.
На схеме показано, что цилиндрическая заготовка контактирует с опорой, шлифовальным и ведущим кругами. Диаметр заготовки известен. Круги и опору, при наладке технологической системы, можно установить так, что заготовка примет требуемое (единственно возможное) положение. Круги вращаются, их абразивные поверхности трутся о заготовку. За счёт сил трения заготовка вращается, совершая круговую подачу Sкр. Надо чтобы круговая подача совершалась с определённой частотой. Ведущий круг вращается много медленней шлифовального круга. Сила трения его о поверхность заготовки больше, чем сила трения о заготовку шлифовального круга. Поэтому именно вращение ведущего круга задаёт частоту вращения заготовки Sкр. Для сообщения заготовке продольной подачи Sпр, ведущий круг наклонён на несколько градусов так, что его нижний край виден на схеме. В результате сила трения со стороны ведущего круга отклонена от вертикали. За счёт этого заготовке придаётся продольная подача Sпр, как показано на схеме. Получается, что заготовка сама устанавливается в требуемое положение и осуществляет технологические движения Sкр и Sпр.








