 2020-06-08
2020-06-08 130
130Нормирование технологических процессов
ТОЧЕНИЕ
Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций.
Технически обоснованной нормой времени называют время выполнения технологической операции в определённых организационно - технических условиях, наиболее благоприятных для данного типа производства.
На основе технически обоснованных норм времени устанавливают расценки, определяют производительность труда, осуществляют планирование производства и т. п.
Различают следующие нормы времени:
To - основное (машинное) технологическое время, мин, — время затраченное резание
 ,
,
где:
L - длина обработки, мм;
S - подача, мм/об;
n - частота вращения шпинделя, мин-1;
i - число рабочих ходов (проходов).
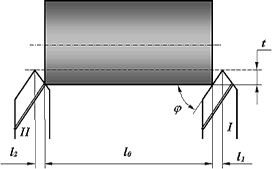
L = l0 + l1 + l2, мм
Где:
l0 - длина обрабатываемой поверхности в направлении обработки, мм;
l1 - длина врезания, мм;
l2 - перебег режущего инструмента, мм.

При точении и обработке осевым режущим инструментом длина врезания определяется по формуле, мм
 ,
,
где:
t - глубина резания, мм;
φ - угол в плане.
Обычно длина врезания и перебега от 0,5 до 5 мм
Длина проходов при взятии пробных стружек от 1 до 2 мм
Число оборотов детали в минуту
n=1000υ/πd
υ- скорость резания м/мин
d- диаметр обрабатываемой детали (заготовки) мм
1000 числовой множитель для перевода м в мм
υ- скорость резания (линейная) определяется по нормативам режимов резания в зависимости от глубины резания, подачи, материала инструмента, материала детали.
Для чернового точения углеродистой стали величину подачи обычно принимают равной от 0,5 до 3,5 мм., а для чистовой обработки от 0,1 до 1,0 мм. По выбранным глубине резания и величине подачи определяют скорость резания
Режимы резания углеродистой стали δв=75кГ/мм2, резцами с пластинками из твёрдого сплава Т15К6
| T мм | Sмм/об | Vм/мин | Pz кГ | N э кВт |
| 1 | 0,1 0,2 0.3 | 270 234 216 | 34 58 73 | 1,5 2,2 2,8 |
| 2 | 0,2 0,3 0,4 0,5 0,6 | 207 191 171 158 149 | 114 157 190 228 159 | 3,9 4,9 5,4 6,0 6,4 |
| 3 | 0,2 0,3 0,4 0,5 0,6 0,7 1,0 | 192 177 159 146 138 132 117 | 172 235 286 340 388 438 572 | 5,5 6,9 7,5 8,2 8,9 9,6 11,1 |
| 4 | 0,3 0,4 0,5 0,6 0,7 1,0 | 169 152 141 132 125 112 | 313 382 455 518 585 763 | 8,8 9,0 10,6 11,3 12,2 14,0 |
υ = υтеор*Ки*Кγ*Кφ*Кφ1*Кδ
υтеор -скорость резания теоретическая табличная
Ки -коэффициент учитывающий состояние поверхности
Ки=1 при обработке поверхности без корки
Ки=0,8-0,85 при обработке поверхности по корке
Кγ- коэффициент, зависящий от переднего угла заточки
При γ=+150 Кγ=1
При γ=-50 Кγ=1,05
Кφ-коэффициент, зависящий от главного угла в плане
При φ=150 Кφ=1,4
При φ=300 Кφ=1,14
При φ=450 Кφ=1
При φ=900 Кφ=0,81
Кφ1- коэффициент, зависящий от вспомогательного угла в плане
При φ1=100 Кφ1=1
При φ1=450 Кφ1=0,92
Кδ- коэффициент, зависящий от критерия затупления резца
при черновом точении является износ резца по задней поверхности
при δ=0,8-1 мм Кδ=0,75
при δ=1,5-2 мм Кδ=1
Выбор подачи производится в зависимости от заданного класса чистоты поверхности и от требуемой точности.
| Класс чистоты поверхности | 1 | 2 | 3 | 4 | 5 |
| Подача мм/об | 3,2 | 2,1 | 0,93-1,45 | 0,41-0,71 | 0,15-0,3 |
Приведённые подачи рекомендуются при обработке стали δв=75кГ/мм2 резцом с радиусом закругления 4 мм. С уменьшением радиуса, подача должна уменьшаться. Если радиус 0,5 мм, то для 4го класса чистоты подачу нужно брать 0,2-0,35мм/об (вместо 0,41-0,71мм/об)
ПРИМЕР решения задачи
L – 100мм
i - 1
T-4мм
d=100мм








