 2020-06-10
2020-06-10 528
528Занятие №34
Тема «Оборудование для прокатки»
по дисциплине «Технологическое оборудование» (общий раздел Тема 3.2. Технологическое оборудование прокатного производства)
19.11.2018
Источник информации: https://extxe.com/3043/oborudovanie-dlja-prokatki/
Содержание страницы
Что такое прокатка
1. Основное оборудование прокатного производства
2. Вспомогательное и транспортное оборудование прокатных станов
3. Шестеренные клети и редукторы
4. Вспомогательное оборудование прокатного производства
Что такое прокатка
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими нужные канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат — готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием.
Прокатке подвергается 75...80 % выплавленной стали. Прокатка (рис. 1) бывает продольной (а), поперечной (б), поперечно-винтовой (в). Слитки сначала поступают на мощные обжимные станы продольной прокатки: прямоугольные — на слябинги — для получения слябов — прямоугольных заготовок, квадратные — на блюминги для получения блюмов — балок квадратного сечения со стороной от 450 до 150 мм.
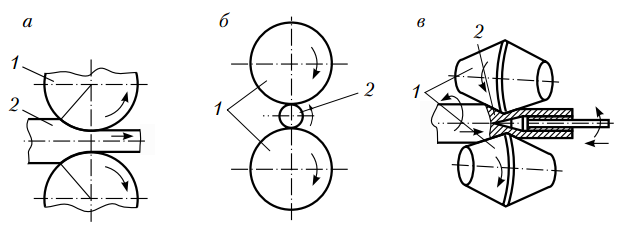
Рис. 1. Виды прокатки: а — продольная; б — поперечная; в — поперечно-винтовая
Слябы поступают на листовые станы продольной прокатки, имеющие гладкие валки. Горячекатаная толстолистовая сталь имеет толщину от 4 до 160 мм с допуском 16-18-го квалитета. Для тонколистовой стали характерен интервал толщин 4... 0,2 мм. Листы толщиной менее 0,2 мм называются фольгой Холоднокатаная сталь толщиной 5... 0,2 мм (допуск по 12-15-му квалитетам) имеет низкую шероховатость поверхности (Ra = l,6... 0,2 мкм).
Блюмы поступают на заготовочные станы, производящие заготовку — квадрат со скругленными углами, идущий на сортовой горячекатаный прокат (рис 2) простой формы: квадратный (а) со стороной до 200 мм, круглый (б) диаметром до 250 мм, полосовой (в) прямоугольного сечения размерами до 200 х 60 мм, шестигранный (г) и др. — и фасонный: угольники (д), тавры (е), двутавры (ж), швеллеры (з), рельсы (и) и др. Точность поперечного размера сортового горячекатаного проката соответствует 13-17-му квалитету.
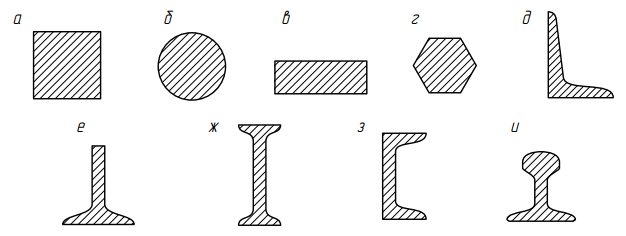
Рис. 2. Профили сортовой стали: а — квадратный; б — круглый; в — полосовой; г — шестигранный; д — угольник; е — тавр; ж — двутавр; з — швеллер; и — рельс
Периодический прокат (рис. 3, а) имеет переменную по длине площадь поперечного сечения и является заготовкой для массового и крупносерийного производства.
Специальный прокат, так же как и периодический, предназначен для изготовления конкретной детали, например колеса железнодорожного транспорта (рис. 3, б).

Рис. 3. Прокатка: а — периодическая; б — специальная
Круглые слитки поступают на прошивные станы продольновинтовой прокатки (рис. 4, а), где в заготовке 2 при обжатии ее в валках 1 вскрывается полость, выглаживаемая пробкой 3. Между основными валками заготовка удерживается с помощью поддерживающих валков 4. В результате получается бесшовная гильза, которая затем на автоматических (рис. 4, б) или на пилигримовых станах (рис. 4, в) прокатывается в бесшовные трубы.
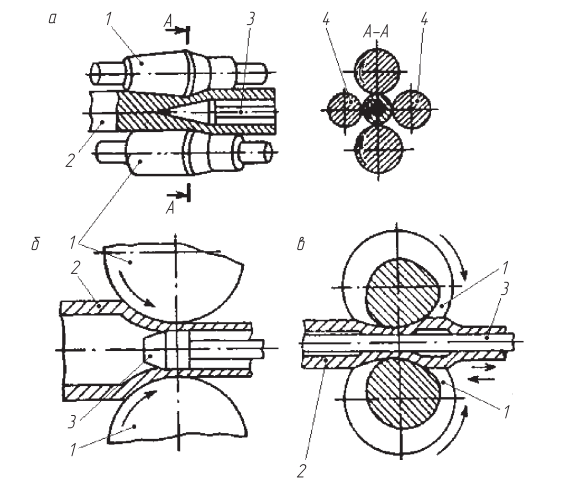
Рис. 4. Прокатка бесшовных труб
Основное оборудование прокатного производства
Основное оборудование прокатного производства — это прокатные станы и валки. Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки, отделки (правки, обрезки кромок, резки на мерные изделия и пр.) и транспортировки.
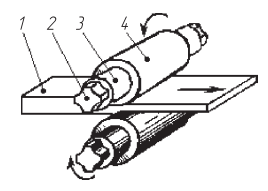
Рис. 5. Схема прокатки двумя валками
Прокатные валки (рис. 5) являются основной частью прокатного стана: они обжимают металл 1 и придают ему требуемую форму. Прокатный валок состоит из бочки 4 (гладкой или с ручьями), шеек 3, расположенных с обеих сторон бочки и опирающихся на подшипник валка, трефов 2, предназначенных для соединения валка со шпинделем. Концы валков могут быть плоскими или цилиндрическими (со шлицами или шпоночными канавками)
Валки изготовляют из отбеленного чугуна или легированной стали (хромоникелевой и хромомолибденовой) и тщательно шлифуют; стальные валки калят. Валки имеют твердость от 150 до 800 НВ по Бринеллю. Стальные валки бывают литые или кованые. Кованые валки прочнее литых Применяют предварительно напряженные составные валки В настоящее время появились твердосплавные валки небольших размеров (например, из сплавов ВК6, ВК8 и др.). Валки бывают диаметром от 3 до 1500 мм имеют длину бочки до 5000 мм.
Шейки прокатных валков вращаются во вкладышах из текстолита, пластифицированной древесины подшипников скольжения или в роликовых подшипниках качения, устанавливаемых в подушках клетей. Текстолитовые вкладыши смазывают и охлаждают водой.
Устройства, обеспечивающие деформацию металла в валках, называют основным оборудованием, а оборудование для остальных технологических операций — вспомогательным оборудованием.
К основному оборудованию относятся:
· рабочая клеть и ее узлы и детали (валки, подшипники, нажимное и уравновешивающее устройство, установочные устройства валков в осевом направлении, валковая арматура и пр.). Определяющими характеристиками рабочей клети являются диаметр и длина бочки прокатных валков;
· электродвигатель прокатного стана;
· передаточные механизмы, обеспечивающие передачу вращения от двигателя к рабочим валкам (шпиндели, главные и коренные муфты, редукторы, маховики, шестеренная клеть).
Кинематическая схема прокатного стана представлена на рис. 6. В рабочей клети между валками 1, расположенными в подушках с подшипниками, прокатывается заготовка 2 Вращательное движение валкам передается от главного электродвигателя 8 через редуктор 7 с маховиками 6, муфты 5, шестеренную клеть 4 и шпиндели 3.

Рис. 6. Кинематическая схема трехвалкового прокатного стана
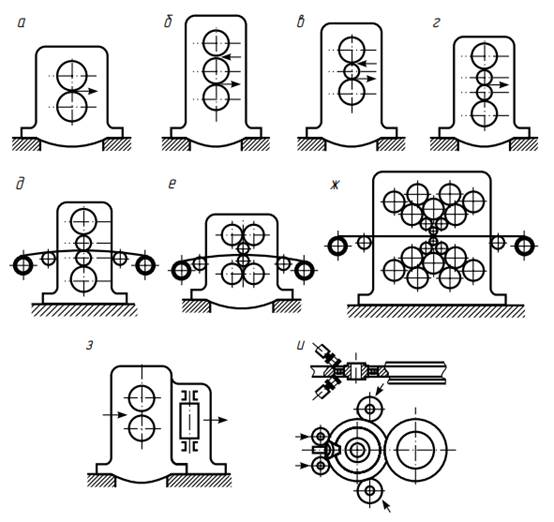
Рис. 7. Классификация рабочих клетей прокатных станов: а — дуо; б — трио сортовые; в — трио листовые; г — кварто листовые; д — кварто для прокатки рулонов; е — многовалковая (шестивалковая); ж — многовалковая (двадцативалковая); з — универсальная; и — специальная
В зависимости от конструкции и расположения валков рабочие клети прокатных станов подразделяют на шесть групп: дуо, трио, кварто, многовалковые, универсальные и специальной конструкции. Клети дуо (двухвалковые) бывают реверсивные (прокатка ведется в обе стороны) и нереверсивные (в одну сторону) (рис. 7).
Клети трио (трехвалковые) чаще всего нереверсивные. Прокатка на таких станах ведется вперед между нижним и средним валками и назад — между верхним и средним.
Клети кварто (четырехвалковые) имеют четыре валка (рис. 8), расположенных друг над другом, из них два рабочих валка меньшего диаметра и два опорных — большего диаметра.
Многовалковые клети имеют пять и более валков.
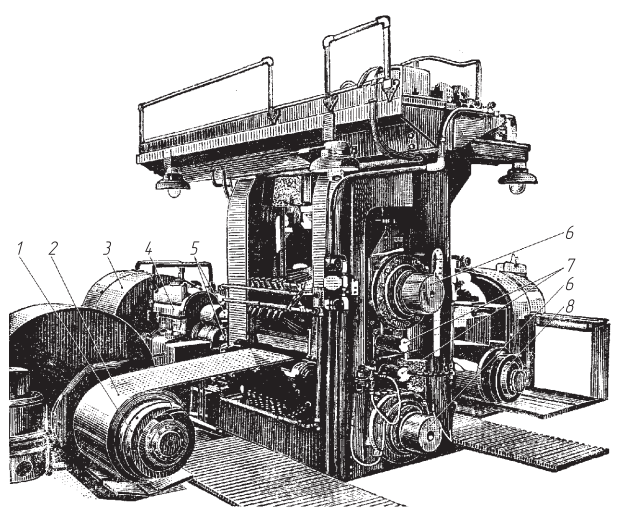
Рис. 8. Стан кварто для холодной прокатки ленты: 1 — привод подающей моталки; 2 — прокатываемая лента; 3 — электродвигатель привода валков; 4 — редуктор; 5 — шпиндели; 6 — поддерживающие валки; 7 — рабочие валки; 8 — барабан приемной моталки

Рис. 9. Непрерывный рельсобалочный стан на заводе «Аншан» (КНР)
В зависимости от расположения рабочих клетей прокатные станы подразделяются на одноклетьевые, линейные, последовательные, полунепрерывные и непрерывные (рис. 9). Непрерывные станы являются наиболее совершенными. Благодаря автоматизации скорость прокатки может достигать 60 м/с.
Рабочая клеть является основным узлом прокатного стана. В клети осуществляется прокатка металла. Она состоит (рис 10) из двух станин 5 с приливами (лапами) 2, плитовин 1, на которые опираются станины, установочных труб 9, соединяющих станины, крышки 3, прокатных валков 10, подушек нижнего 7, среднего 6 и верхнего 4 валков и подшипников для них, механизма 8 для установки валков в вертикальной плоскости и в осевом направлении и устройства 11 для уравновешивания нижнего валка. Кроме этого есть валковая арматура (линейки, проводки, пропуски и пр.), устройства для смазки, охлаждения или нагрева валков.
В опорах (подушках) находятся вкладыши скольжения или подшипники качения для шеек валков. Станины изготовляют двух типов — закрытые и открытые (с крышкой). Закрытые станины лучше обеспечивают точность прокатываемого профиля, но у такого стана затруднена замена валков Но есть конструкции открытых станин с клиновым креплением крышки (рис 1 61), имеющие высокую надежность и по жесткости приближающие открытую станину к станинам закрытого типа.
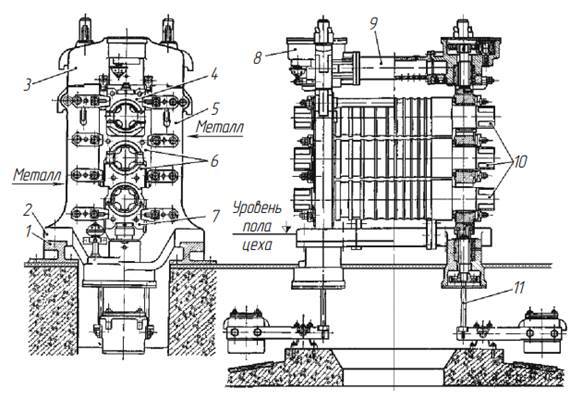
Рис. 10. Общий вид клети трио крупносортного стана 500
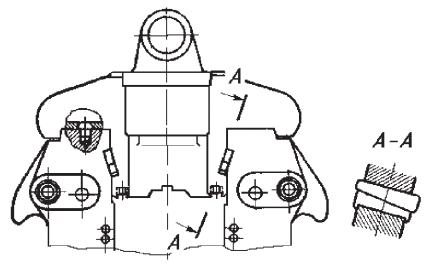
Рис. 11. Клиновое крепление крышки станины
Помимо прокатных клетей с горизонтально расположенными валками, широкое применение находят клети, в которых одновременно имеются горизонтальные и вертикальные валки для обжатия проката со всех сторон без кантования.
Для прокатных станов применяют двигатели постоянного или переменного тока (асинхронные и синхронные). Поскольку число оборотов быстроходных двигателей обычно не соответствует числу оборотов валков в прокатных клетях, между двигателями и клетями устанавливают редукторы. В прокатных клетях вращающий момент двигателя необходимо распределить между несколькими валками. Для этого применяют шестеренные клети. Крутящий момент от двигателя к валкам передается при помощи шпинделей и муфт.








