 2020-06-10
2020-06-10 1785
1785Основной недостаток обработки металлов резанием состоит в том, что значительное количество металла уходит в стружку. При обработке металлов давлением (ковке, горячей и холодной штамповке, прессовании, прокатке, волочении, гибке) снижаются отходы металла, улучшаются механические свойства обрабатываемых деталей, повышается производительность. Обработка металлов и материалов давлением производится как в горячем, так и в холодном состоянии. Особенно экономичен второй способ, поскольку при этом исключаются затраты на предварительный подогрев металла, сокращается время обработки, отсутствуют потери на угар металла.
Все кузнечно-прессовые машины разделяются на несколько основных групп: молоты, прессы, кривошипные машины, кузнечно-штамповочные автоматы для горячей и холодной высадки.
Молоты. Кузнечные молоты предназначены для деформации металла ударами падающих частей. На молотах выполняются все технологические операции свободной ковки (осадка, вытяжка, прошивка, рубка и т. д.), а также горячей штамповки. Наибольшее распространение получили механические молоты с электрическим приводом, применяемые главным образом в массовом производстве, когда требуется изготовление большого количества мелких несложных деталей.
В механических молотах ударное действие осуществляется фрикционным или кривошипным механизмом, приводимым в движение электродвигателем. Различают два вида механических молотов: фрикционные и кривошипные.
В промышленности находят применение фрикционные молоты с так называемой доской, на конце которой закрепляется ударная баба. Вертикальные возвратно-поступательные движения доске сообщаются фрикционным механизмом, который при включении двигателя молота поднимает её вверх. При отключении двигателя в верхней точке подъёма доска освобождается, и баба подает вниз, нанося удар по заготовке. Такие молоты изготовляются с массой падающих частей 200-3000кг и широко применяются для горячей штамповки.
В кривошипных молотах между кривошипно-шатунным механизмом электропривода и механизмом молота помещается эластичное устройство в виде рессор, пружин или резиновых буферов. Кривошипные молоты применяются для свободной ковки мелких изделий, когда требуется большое количество лёгких ударов, следующих непрерывно один за другим. Масса падающих частей таких молотов колеблется от 25 до 250кг, частота ударов 200-500 в минуту.
Прессы. Отличие прессов от молотов заключается в том,что деформация металла на прессах производится постепенным давлением, а не ударом, поэтому не требуется больших и сложных фундаментов, исключаются сотрясения грунта и зданий. На прессах выполняются операции свободной ковки, горячей и холодной штамповки. Прессы разделяют на два основных вида: гидравлические, в которых используется в качестве рабочей жидкости вода под давлением до 20-30МПа, а в тяжёлых прессах - до 50-60МПа, и механические с электроприводом.
В механических прессах движение от двигателя к ползуну передаётся кривошипно-шатунным механизмом, эксцентриками, фрикционной или реечной передачей и т. п. На рис.16-1 изображена кинематическая схема ковочно-штамповочного кривошипного пресса. От электродвигателя 1 через клиноремённую передачу 2 (её ведомый шкив 10 является маховиком), шестерни 3, 4 и дисковую муфту 5 получает вращение кривошипный вал 5, который при помощи шатуна 7 сообщает ползуну 8 вертикальное перемещение. К ползуну крепится верхний штамп, а к столу пресса - нижний штамп.
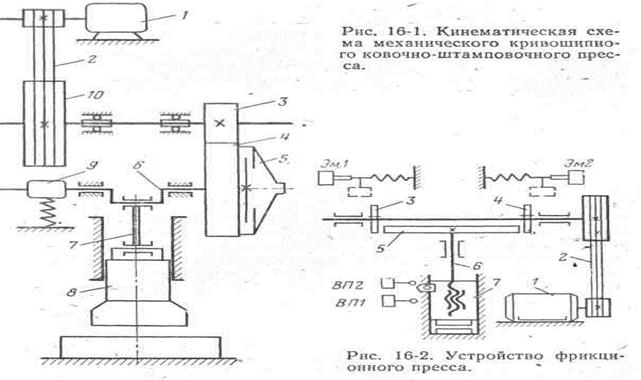 |
Кривошипный вал приходит в движение только тогда, когда включена фрикционная муфта 5 с пневматическим нажимом. Тормоз 9 служит для остановки кривошипного вала после отключения муфты.
На рис.16-2 показана упрощённая кинематическая схема фрикционного пресса. Двигатель 1 через клиноремённую передачу 2 непрерывно вращает два диска 3 и 4, которые попеременно прижимаются к маховику 5, сидящему на вертикальном винте 6, связанном с ползуном,,, 7. Перемещение дисков производится пневмосистемой, управление которой осуществляется электромагнитами 9м1 и Эм2. При включении электромагнита Эм1 к маховику прижимается диск 5, и ползун движется вниз; когда сработает Эм2, то диском 4 маховик будет вращаться в обратную сторону, и ползун станет перемещаться вверх.
|
Механические прессы один из самых распространённых и прогрессивных кузнечнопрессовых машин. В настоящее время изготовляются разнообразные кривошипные прессы с усилием 60-80 000кН и числом ходов ползуна до 90 в минуту, винтовые фрикционные прессы с усилием до 6000кН и др. На механических прессах выполняется холодная (листовая) и горячая (объёмная) штамповка, чеканка, выдавливание и многие другие операции. Штамповка на механических прессах имеет ряд преимуществ по сравнению со штамповкой на молотах: большая производительность и точность штамповки, меньший расход электроэнергии.
В штамповочных цехах электромашиностроительных заводов, для изготовления деталей электрических машин методом холодной штамповки применяются механические кривошипные прессы. В массовом производстве электродвигателей для штамповки листов сердечников статоров и роторов применяются специальные листоштамповочные пресс-автоматы с нижним приводом.
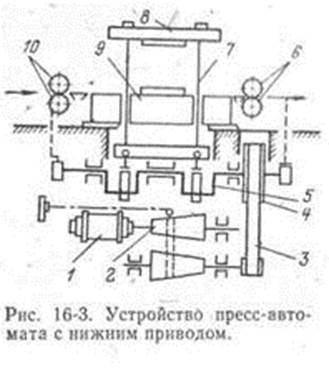
На рис.16-3 показано устройство такого пресса. От двигателя 1 через вариатор 2 и ремённую передачу 8 вращение сообщается маховику 4 и кривошипному валу 5, расположенному в нижней части пресса. Кривошипы вала через цилиндрические колонки 7 сообщают возвратно-поступательное движение верхней траверсе 5, на которой крепится верхняя половина штампа. Нижнюю половину устанавливают на столе 9. Стальная полоса перемещается с помощью связанной с кривошипным валом валковой передачи, состоящей из подающих 10 и приёмных 6 валков. Перемещение полосы валками производится при ходе траверсы вверх, а при ходе вниз валки неподвижны. Пресс-автоматы с нижним приводом обладают высокой производительностью, доступным расположением штампов и обеспечивают быструю переналадку для штамповки деталей разных размеров.








