 2020-07-12
2020-07-12 180
180(рис. 52, а, б) применяются при измерении отверстий. Измерительным устройством служит индикатор часового типа или другие отсчетные головки. В нутромерах обычного типа применяют индикаторы с ценой делений 0,01 мм.
Инструменты снабжаются комплектом сменных вставок, набором измерительных шайб, сменными губками и державкой. Сменные губки и державка необходимы для установки индикаторного нутромера на нуль по концевым мерам длины (плиткам). Для этой же цели может быть использовано калибр- кольцо, изготовленное в соответствии с размером проверяемой детали.
Перед измерением следует индикатор 1 закрепить в верхней части трубки нутромера 2 так, чтобы большая стрелка сделала один оборот. В соответствии с контролируемым размером подбирается сменная измерительная вставка 3 и ввинчивается в отверстие головки нутромера.
Лучше всего инструмент устанавливать на нуль по блоку концевых мер, укрепленных между боковиками 4 и в державке 5. Блок концевых мер составляется под номинальный размер отверстия или под размер, соответствующий середине поля допуска.
 При установке индикаторного нутромера в нулевое положение, а также при измерении отверстия следует инструмент слегка покачивать в диаметральной плоскости и отмечать наименьшие показания индикатора. Конструктивно нутромер устроен так, что при увеличении расстояния между измерительными поверхностями большая стрелка индикатора поворачивается против часовой стрелки, а при уменьшении расстояния — по часовой стрелке. При отсчете показаний по шкале учитывают отклонения большой стрелки 3 (см. рис. 51) от нулевого положения, а также изменение положения стрелки 4 указателя поворотов. Размер детали определяется как алгебраическая сумма показаний индикатора и размера меры при установке на ноль.
При установке индикаторного нутромера в нулевое положение, а также при измерении отверстия следует инструмент слегка покачивать в диаметральной плоскости и отмечать наименьшие показания индикатора. Конструктивно нутромер устроен так, что при увеличении расстояния между измерительными поверхностями большая стрелка индикатора поворачивается против часовой стрелки, а при уменьшении расстояния — по часовой стрелке. При отсчете показаний по шкале учитывают отклонения большой стрелки 3 (см. рис. 51) от нулевого положения, а также изменение положения стрелки 4 указателя поворотов. Размер детали определяется как алгебраическая сумма показаний индикатора и размера меры при установке на ноль.
После окончания измерения следует проверить нулевое положение большой стрелки. Если она сместилась более чем на половину деления шкалы, то результаты измерения недействительны.
Следует при измерении весьма осторожно вводить и выводить индикаторный нутромер. Когда необходимо ввести прибор в отверстие измеряемом детали, то осторожно отжимают рукой центрирующий мостик 6 (см. рис. 52). Также отжимая центрирующий мостик о внутреннюю поверхность, осторожно выводят инструмент.
Щупы (рис. 53) применяют для измерения величины зазора между сопрягаемыми поверхностями. Они изготавливаются в виде узких стальных пластин с параллельными измерительными плоскостями, собранных в комплект (11 —15 шт.) между двумя накладками. Толщина пластин устанавливается от 0,05 до 1,0 мм с интервалами 0,05—0,1 мм. На каждой пластине набора маркируется номинальный размер щупа в миллиметрах.
Резьбомер является простейшим измерительным инструментом для измерения шага резьбы. Изготавливается он в виде набора тонких стальных пластинок с определенными профилями стандартных резьб. При измерении сначала подбирают пластинку с резьбой, близкой к измеряемой, и накладывают ее на резьбу вдоль оси болта или отверстия гайки (рис. 54). Далее, меняя пластинки, подбирают такую, резьба которой при наложении на резьбу детали не дает просвета. По маркировке на пластинке определяют шаг резьбы.
 Измерение многих деталей, изготовленных с высокой точностью, целесообразно осуществлять калибрами.
Измерение многих деталей, изготовленных с высокой точностью, целесообразно осуществлять калибрами.
Калибр представляет собой мерительный инструмент жесткой конструкции без шкал и отсчетного устройства..При помощи калибров можно проверять действительные размеры, форму, а также взаимное расположение поверхностей детали.
Калибры изготавливают на один определенный размер. Каждый предельный размер детали проверяют отдельно. Одной стороной калибра контролируют максимальный размер, а другой стороной — минимальный размер.
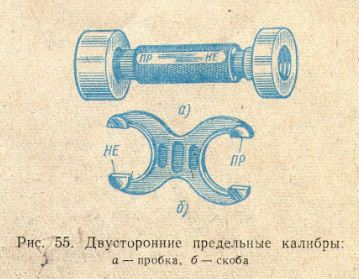
Размеры отверстия проверяют калибрами- пробками (рис. 55, а), а размеры валов —скобами (рис. 55,6). Каждый калибр имеет проходную (ПР) и непроходную сторону (НЕ). Проходной стороной калибра проверяют начало поля допуска, а непроходной стороной — конец поля допуска детали. Проходная сторона калибра-пробки должна проходить в годное отверстие. Проходная сторона калибра-скобы должна надеваться (проходить) на годный вал. Непроходные стороны калибров не должны проходить. При нарушении указанных требований детали бракуются, так как их размеры не соответствуют заданным размерам на чертеже или техническим условиям.
Проход и непроход калибра устанавливается только под действием собственной массы его или усилия, примерно равного массе. При этом измерительные поверхности калибров должны.быть слегка смазанными. Непроходные стороны калибров в крайнем случае могут лишь «закусить» краем поверхность контролируемой детали.
В практике применяют различные калибры как по конструкции, так и по назначению. Они подразделяются на рабочие, приемные и контрольные. Рабочие калибры применяются для проверки деталей в процессе их изготовления.
Приемными калибрами проверяют детали контролеры отдела технического контроля Специально их не изготовляют, а используют изношенные проходные рабочие калибры. Контрольные калибры предназначены для проверки рабочих и приемных калибров. Для контроля резьбовых деталей применяют резьбовые калибры. На рис. 56, а представлена резьбовая пробка для контроля резьбы в отверстии. При контроле наружной резьбы используются, например, резьбовые кольца (рис. 56, б).
Контрольные вопросы
1.Что такое допуски и посадки?
2. Что такое шероховатость поверхности и как обозначают ее на чертежах?
3. Перечислите простейшие измерительные инструменты.








