 2020-07-12
2020-07-12 1428
1428РАЗДЕЛ 3
Основные понятия о базировании.
Классификация баз по назначению.
Классификация баз по лишаемым степеням свободы.
Детали типа «корпус».
§16.2. Детали типа «вал» (D<L).
§16.3. Детали типа «диск» (D>L).
Классификация баз по способу их проявления
Технологические базы
Принцип совмещения баз.
Принцип постоянства баз.
Правила выбора баз.
Дополнительно
§ Схема базирования детали по конической поверхности большой длины и малой конусности, шара.
§ Силовое замыкание: назначение, конструктивное обеспечение, погрешность закрепления.
§ Неопределённость базирования.
Полные и неполные схемы базирования
Основные понятия о базировании.
Конструктивная форма детали, набор поверхностей, которые её образуют, размерные соотношения между ними и их точность не являются плодом вольной фантазии конструктора, а определяются теми задачами служебного назначения, решение которых должна обеспечивать деталь. Другими словами, каждая поверхность детали имеет своё определенное функциональное назначение. С этой точки зрения любая деталь может быть классифицирована на следующие поверхности, имеющие своё определённое функциональное назначение:
-исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение;
-основные поверхности (базы), с их помощью определяется положение данной детали в изделии;
-вспомогательные базы, с их помощью определяется положение присоединяемых деталей относительно данной;
-свободные поверхности, не соприкасающиеся с поверхностями других деталей.
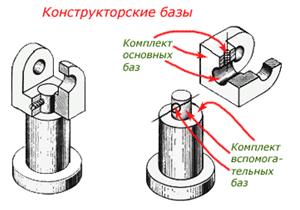
Поверхности детали, являющиеся исполнительными поверхностями, основными или вспомогательными базами образуют комплекты.
Комплект исполнительной поверхности имеют только те детали, которые являются кинематическими звеньями: шестерни, червяки, звёздочки, шкивы и т.п. Этими поверхностями деталь передаёт (получает) движение и нагрузку. Например, у шестерни – это эвольвентные поверхности зубьев, у шкива – конические поверхности ручья и т.д.
Комплект основной базы составляют поверхности, определяющие положение детали в машине или сборочной единицы. Этот комплект у детали всегда один, состоящий из нескольких поверхностей на которых располагаются опорные точки, лишающие деталь степени свободы. Чтобы проверить себя в правильности определения комплекта основной базы мысленно «уберите» эти поверхности из детали. Если положение детали в машине изменится, то комплект основной базы выбран правильно.
Комплект вспомогательной базы составляют поверхности, которые определяют положение присоединяемой детали к данной. Количество комплектов вспомогательной бызы зависит от числа присоединяемых деталей к данной.
Все остальные поверхности являются свободными, предназначенные для ограничения детали в пространстве и объединяющих в одно целое первые три группы поверхностей. Свободные поверхности не имеют комплектов.
Термины и определения основных понятий базирования и баз регламентируются ГОСТ 21495-76 (в 1981 – действие продлёно, в 1990 - переиздан с дополнениями, действующий на территории РФ, как правопреемнице СССР).
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Свободное твердое тело (не имеющее геометрических и кинематических связей) обладает шестью степенями свободы. Оно может перемещаться вдоль координатных осей и вращаться вокруг этих осей (Схема).
При базировании заготовки или изделия в выбранной системе координат, чтобы лишить тело степеней свободы на него необходимо наложить двусторонние геометрические связи. Точку, символизирующая одну из связей заготовки или изделия с выбранной системой координат называют опорной (привести вид конструкторской базы – ромбик).
Так как наложение геометрических связей можно осуществить не только по точке, то вводится определение базы.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Необходимое и достаточное условие для базирования твердого тела наложение на него не более шести двусторонних связей.
Для полной определенности положения твердого тела в пространстве необходимо и достаточно наложить на точки тела шесть двусторонних геометрических связей и тем самым лишить его шести степеней свободы.
Или более просто – создание шести опорных точек при базировании.
 |
Однако, если по служебному назначению изделие имеет определенное число степеней свободы, то соответствующее количество связей не накладывается (объяснить, что в машиностроении существуют только три варианта – 6,5,4, привести примеры).
Для формирования системы координат необходим комплект баз.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия.
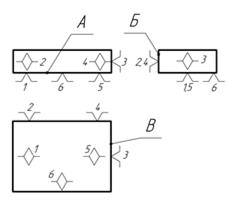
На базах комплекта обозначаются опорные точки, символизирующие связи с выбранной системой координат, таким образом создается схема базирования.
Схема базирования – схема расположения опорных точек на базах.
Опорные точки на схеме базирования изображают условными значками и пронумеровывают порядковыми номерами, начиная с базы имеющей наибольшее количество опорных точек. Если в какой либо проекции одна опорная точка накладывается на другую, изображается одна точка, и проставляются номера совмещенных точек. Число проекций на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек. Схема базирования для твердого тела представлена на рисунке.
Кроме баз, заготовки и изделия имеют множество других конструктивных элементов, положения этих элементов могут быть заданы в различных системах координат базируемых тел. Соответственно положение точек, линий и поверхностей, заданных в различных системах координат базируемого тела, определяют расчетом размерных цепей. Если в системе координат базируемого тела заданы координаты его формообразующих точек, линий и поверхностей, то положение этих элементов относительно внешней системы координат необходимо определять суммированием координат, которые образуют размерную цепь конструктивных элементов базируемой заготовки или изделия.
В процессе базирования необходимо наложить требуемые двусторонние связи. Их можно обеспечить геометрическим замыканием (базирование вала в отверстии), либо закреплением.
Закрепление – приложение сил и пар сил к заготовке или изделию, для обеспечения постоянного их положения, достигнутого при базировании.
В производственной практике часто выполняется закрепление без базирования, без придания требуемого положения.
Понятие установки определяет отличие процесса базирования и закрепления заготовок от закрепления без базирования.
Установка – базирование и закрепление заготовки или изделия.
Базирование и закрепление могут осуществляться отдельно или одновременно, например с использованием самоцентрирующих зажимов (патроны, цанги, разжимные оправки).
В технологической документации на операционных эскизах изображаются схемы установки с использованием соответствующих обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107-81.
Классификация баз по назначению.
Базы принято классифицировать по назначению, по лишаемым степеням свободы и по способу их проявления.
По назначению базы подразделяются на:
· Конструкторские;
· Технологические;
· Измерительные.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основная база – конструкторская база детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база детали или сборочной единицы, используемая для определения присоединяемого к ним изделия.
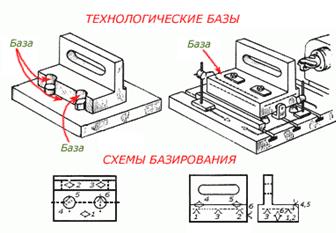
Технологические базы назначают при технологическом проектировании изготовления изделий и непосредственно в процессе их производства.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.
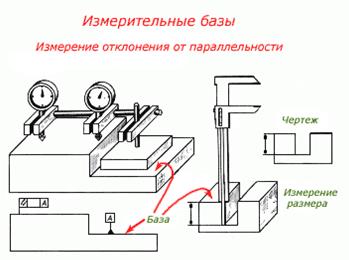
При контроле размеров, точности формы и расположения поверхностей выполняются измерения с использованием измерительных баз.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.
Обратите особое внимание, базирование необходимо на всех стадиях создания изделия: конструирование, изготовление и измерения.
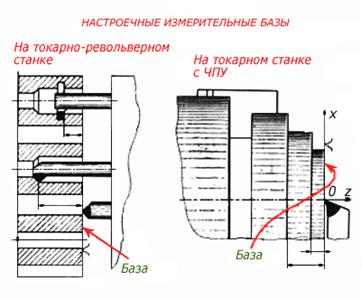
Деление технологических баз на основные и вспомогательные стандартами не предусмотрено, но все же необходимо их различать. В технической литературе и в практике существует понятие – настроечная технологическая база. Настроечная технологическая база – база, относительно которой базируется инструмент при настройке, и по отношению к которой с помощью инструмента формируются обрабатываемые поверхности, связанные с настроечной базой непосредственными размерами требуемого положения.
При разработке технологической документации, решая вопрос базирования и настройки инструментов в технологической системе, рекомендуется в качестве баз использовать конструкторские базы. Это обеспечивает сокращение размерных цепей и соответственно позволяет повысить точность изготовления изделий.
Одним из важнейших элементов технологического процесса изготовления или ремонта изделий являются контрольно-измерительные операции. Часто измерения составляют неразрывную часть технологических операций изготовления изделий и реализуются на одном рабочем месте при обработке заготовок, наладке или сборке. В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
Существует еще один термин, который Вы не встретите в стандарте, но можете повстречать в справочной литературе это проверочные технологические базы.
Проверочные технологические базы используются для базирования и проверки требуемого положения при изготовлении изделия. Их можно определить и как измерительные, поскольку положение этих баз проверяется визуально или с помощью средств измерения.
Обратите внимание, базируя инструмент при наладке, фактическую погрешность базирования относят к погрешности настройки.
Кроме классификации приведенной выше, в производственной практике и литературе различают также искусственные, черновые и чистовые технологические базы.
Искусственная технологическая база – база, которая как конструктивный элемент не требуется для готового изделия, а также база, которая в целях повышения точности базирования обрабатывается с более высокой точностью, чем требуется по служебному назначению. Лучший пример искусственных баз, центровые отверстия вала, их используют для установки при изготовлении изделия.
Выбор баз зависит не от стадии производства, а от характеристики размеров, формы, шероховатости и точности конструктивных элементов на разных этапах производства. Поэтому различают выбор баз из черновых (необработанных) элементов заготовки и из чистовых (обработанных) элементов заготовки.
 |
Черновой технологической базой называют базу, используемую при выполнении первого установа после получения заготовки. Их назначение в том, чтобы обработать и подготовить чистовые (обработанные и более точные) базы для выполнения последующих операций изготовления изделия. Поскольку точность необработанных баз всегда ниже точности обработанных (чистовых) баз, а шероховатость выше, то черновые базы при обработке заготовки должны использоваться только один раз – при выполнении первого установа или при изготовлении изделия с одной установки. При смене баз необходимо использовать чистовые (обработанные), точные базы.
Смена баз – замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным.

