 2020-07-12
2020-07-12 205
205Цель работы: Изучение неравномерности деформации по толщине полосы при прокатке в обжимной клети «1300» ЦПШБ ОАО «ЕВРАЗ НТМК».
Продолжительность работы – 2 часа
Методические указания
Неравномерность деформации по толщине полосы. Виды дефектов.
Неравномерность деформации по толщине может быть связана со своеобразным распределением деформирующих напряжений.
При прокатке высокой полосы, когда обжатие и длина контактной поверхности малы.

На контактной поверхности, где сосредоточено действие сил, деформация затруднена. Неблагоприятны условия для деформации и в средних слоях, где малы напряжения сжатия, поэтому в первую очередь вступают слои, удаленные от контактной поверхности. Деформирующие слои воздействуют на приконтактные области очага деформации, вызывая продольные и поперечные напряжения растяжения. Описанный характер деформации приводит к образованию двух выпуклостей на боковой поверхности полосы (рис.1а).
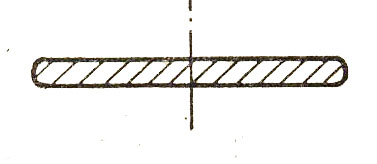
При уменьшении высоты прокатываемой полосы средняя область затрудненной деформации исчезнет, верхняя и нижняя выпуклости боковой кромки сольются, и получится равная боковая кромка (рис.1б). Согласно исследованиям П.А. Александрова, границы перехода деформации поверхностей в сквозную, обеспечивающую деформацию металла по всей его толщине, является величина обжатия

| 16 |

Рисунок 1 – Форма боковой кромки при прокатке полос различной толщины:

|

|

|
|
| а |
| б |
| в |
а - при 
|

|
б - при 
|

|
в - при 
|

|
Задача
Определить форму боковой кромки раската в каждом пропуске при прокатке в обжимной клети.
Таблица 6 - Исходные данные
| № варианта | Профиль | Сечение исходной заготовки, мм | Сечение готового проката, мм | ||
| H | B | H | B | ||
| 1 | Балка 20Б | 230 | 320 | 29 | 285 |
| 2 | Балка 25Б | 240 | 320 | 28 | 333 |
| 3 | Балка 30Б | 240 | 440 | 28 | 391 |
| 4 | Балка 35Б | 200 | 527 | 28 | 442 |
| 5 | Балка 45Б | 240 | 440 | 27 | 518 |
| 6 | Балка 55Б | 165 | 530 | 31 | 625 |
| 7 | Балка 60Б | 165 | 530 | 31 | 656 |
| 8 | Балка 25Ш | 240 | 440 | 26 | 332 |
| 9 | Балка 30Ш | 240 | 440 | 27 | 388 |
| 10 | Балка 40Ш | 165 | 530 | 29 | 509 |
| 17 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение H×B, мм |
 мм
мм
|
| 230×320 | |||
| 1 | О1 | 230×250 | 90 |
| 2 | О2 | 150×260 | 100 |
| 3 | I | 60×280 1800 | 90 |
| 4 | II | 30×285 | 30 |
| 5 | III | 29×285 | 1 |
Таблица 8 - Схема прокатки заготовки сечением 240×320 мм для балки 25Б
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение H×B, мм |
мм
|
| 240×320 | |||
| 1 | O1 | 315×240 | 5 |
| 2 | I | 120×320 | 120 |
| 3 | II | 60×325 1800 | 60 |
| 4 | III | 30×333 | 30 |
| 5 | IV | 28×333 | 2 |
| 18 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 240×440 | |||
| 1 | О1 | 400×253 | 40 |
| 2 | 360×265 | 40 | |
| 3 | I | 160×320 | 105 |
| 4 | 100×360 | 60 | |
| 5 | II | 55×380 1800 | 45 |
| 6 | III | 33×390 | 22 |
| 7 | IV | 28×391 | 5 |
| 19 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 200×527 | |||
| 1 | О | 452×220 | 75 |
| 2 | 362×250 | 90 | |
| 3 | I | 140×392 | 110 |
| 4 | 75×420 | 65 | |
| 5 | II | 48×430 1800 | 27 |
| 6 | III | 31×442 | 17 |
| 7 | IV | 28×442 | 3 |
| 20 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 240×440 3600 | |||
| 1 | I | 180×460 | 60 |
| 2 | 130×475 | 50 | |
| 3 | 90×490 | 40 | |
| 4 | 60×500 | 30 | |
| 5 | II | 38×513 1800 | 22 |
| 6 | III | 28×518 | 10 |
| 7 | IV | 27×518 | 1 |
| 21 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 165×530 3600 | |||
| 1 | I | 135×550 | 30 |
| 2 | 100×575 | 35 | |
| 3 | 65×600 | 35 | |
| 4 | 45×618 | 20 | |
| 5 | 43×618 1800 | 2 | |
| 6 | II | 34×625 | 9 |
| 7 | III | 31×625 | 3 |
| 22 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 165×530 3600 | |||
| 1 | I | 135×560 | 30 |
| 2 | 100×595 | 35 | |
| 3 | 68×627 | 32 | |
| 4 | 48×647 | 20 | |
| 5 | 43×650 1800 | 5 | |
| 6 | II | 34×655 | 9 |
| 7 | III | 31×656 | 3 |
| 23 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 240×440 | |||
| 1 | О | 378×245 | 62 |
| 2 | 293×250 | 85 | |
| 3 | I | 140×310 | 110 |
| 4 | 70×320 | 70 | |
| 5 | II | 40×328 1800 | 30 |
| 6 | III | 28×332 | 12 |
| 7 | IV | 26×332 | 2 |
| 24 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 240×440 | |||
| 1 | О | 390×253 | 50 |
| 2 | 340×265 | 50 | |
| 3 | I | 140×365 | 125 |
| 4 | 75×375 | 65 | |
| 5 | II | 40×380 1800 | 35 |
| 6 | III | 29×388 | 11 |
| 7 | IV | 27×388 | 2 |
| 25 |
в обжимной клети 1300 ЦПШБ
| № пропуска | № калибра | Сечение Н×В, мм |
мм
|
| 165×530 | |||
| 1 | О | 470×165 | 60 |
| 2 | I | 155×475 | 10 |
| 3 | 115×480 | 40 | |
| 4 | 75×485 | 40 | |
| 5 | 45×490 1800 | 30 | |
| 6 | II | 32×501 | 13 |
| 7 | III | 29×509 | 3 |
| 26 |
Таблица 17 – Форма боковой кромки
| № пропуска | Сечение, мм |
мм |
| Форма боковой кромки (рисунок) | |
| Н | В | ||||
 ,
,
По результатам работы сделать вывод.
| 27 |








