 2020-06-29
2020-06-29 161
1613.1. Работы по опрессовке соединительных зажимов типа САС (рис. 3-1) на проводах выполняются в процессе монтажа проводов на воздушных линиях электропередачи звеном электролинейщиков в следующем составе:
| Профессия | Разряд | К-во человек | Примечание |
| Электролинейщик | 5 | 1 | |
| Электролинейщик | 3 | 1 | |
| Итого: | 2 |
3.2. Опрессовку соединительных зажимов производить в следующей последовательности:
3.2.1. Опрессовка сердечника зажима.
3.2.2. Опрессовка корпуса зажима.
3.3. Последовательность и способы выполнения основных операций;
Опрессовка сердечника соединительного зажима
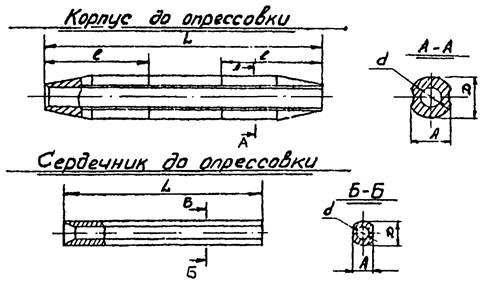
| Типоразмер | Марка провода | Детали зажима | Диаметр матрицы мм | Размеры, в мм | ||||
| d | D | А | l* | L | ||||
| САС-240-1 | АС 240/32 | корпус | 44 | 25 | 52 | 44 | 215 | 540 |
| сердечник | 21 | 11,5 | 26 | 20 | - | 80 | ||
| САС-240-2 | АС 240/39 | корпус | 44 | 25 | 52 | 44 | 215 | 540 |
| сердечник | 22 | 14,5 | 28 | 22 | - | 80 | ||
| САС-240-3 | АС 240/56 | корпус | 44 | 25 | 52 | 44 | 215 | 540 |
| сердечник | 23 | 16,5 | 28 | 23 | - | 80 | ||
| САС-300-1 | АС 300/66 | корпус | 46 | 28 | 54 | 44 | 230 | 580 |
| АС 300/67 | сердечник | 26 | 18,5 | 32 | 26 | - | 90 | |
| САС-330-1 | АС 300/39 | корпус | 46 | 28 | 54 | 44 | 230 | 580 |
| АС 330/43 АС 330/48 | сердечник | 22 23 | 14,5 | 28 | 22 | - | 80 | |
| САС-400-1 | АС 330/30 | корпус | 46 | 28 | 54 | 44 | 230 | 580 |
| АС 400/18 АС 400/22 | сердечник | 21 | 11,5 | 26 | 20 | - | 80 | |
| САС-400-2 | АС 400/93 | корпус | 50 | 31,5 | 58 | 50 | 275 | 660 |
| сердечник | 29 | 20 | 34 | 28 | - | 90 | ||
| САС-500-1 | АС 400/51 | корпус | 50 | 31,5 | 58 | 50 | 275 | 660 |
| АС 400/64 АС 450/56 | сердечник | 23 | 16,5 | 28 | 23 | - | 80 | |
| САС-500-2 | АС 500/27 | корпус | 50 | 31,5 | 58 | 50 | 275 | 660 |
| АС 500/26 | сердечник | 21 | 11,5 | 26 | 20 | - | 80 | |
| САС-500-3 | АС 500/64 | корпус | 56 | 35 | 65 | 56 | 315 | 750 |
| сердечник | 23 | 16,5 | 28 | 23 | - | 80 | ||
| САС-600-1 | АС 550/71 | корпус | 56 | 35 | 65 | 56 | 315 | 750 |
| АС 660/72 | сердечник | 26 | 18,5 | 32 | 26 | - | 90 | |
| САС-650-1 | АС 650/79 | корпус | 66 | 41 | 75 | 65 | 340 | 800 |
| сердечник | 29 | 18,5 | 32 | 26 | - | 90 | ||
| САС-750-1 | АС 700/86 | корпус | 66 | 41 | 75 | 65 | 340 | 800 |
| сердечник | 29 | 20 | 34 | 28 | - | 90 | ||
Рис. 3-1. Соединительные зажимы типа САС по черт. МО СКТБ ВПО СЭСИ НАС-1СБ
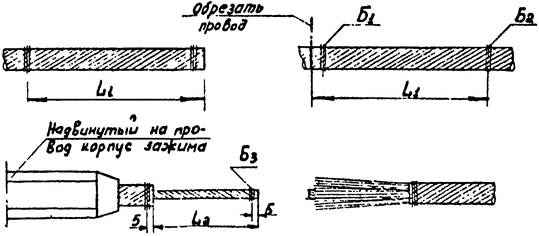
3.3.1. На выпрямленные концы проводов наложить бандажи Б и ровно обрезать (рис. 3-2).
3.3.2. На расстоянии L1 от концов проводов наложить бандажи Б2 рис. 3-2.
3.3.3. Обрезать и снять алюминиевые жилы на расстоянии L2 от конца провода. Алюминиевые жилы отпиливаются при помощи ножовки. Во избежание повреждения стального сердечника провода, алюминиевые жилы нижнего повива следует подпиливать до половины и затем обламывать.
3.3.4. Обнаженный стальной сердечник провода очистить от смазки и загрязнений ветошью, смоченной в бензине, и при необходимости выпрямить отдельные проволоки стального сердечника.
3.3.5. Одеть на один из соединяемых проводов алюминиевый корпус соединительного зажима.
3.3.6. На стальную часть одного провода надвинуть сердечник зажима (рис. 3-2).
3.3.7. Стальную часть второго провода ввести в сердечник зажима. При этом необходимо следить, чтобы не произошло утыкания отдельных проводок и чтобы проволоки проходили между проволоками первого сердечника провода. Проволоки должны выходить из сердечника зажима на 10 - 15 мм с каждой стороны (рис. 3-2).
3.3.8. Опрессовать сердечник зажима по всей длине, начиная от середины к концам. Правильное положение сердечника зажима в матрицах при опрессовке см. на рис. 2-2 карты К-5-24-2. Опрессовка производится с перекрытием предыдущего места опрессовки не менее чем на 5 мм. Диаметр опрессованной части сердечника не должен отличаться от диаметра матрицы более, чем на 0,3 мм.
3.3.9. Спрессованный сердечник обмерить, проверить на отсутствие трещин и результаты обмера занести в журнал. Дефектное соединение должно быть вырезано и выполнено вновь.
Последовательность подготовки проводов к опрессовке сердечника
| Марка провода | Диаметр, мм | Длина, мм | ||
| стального сердечника | провода | L1 | L2 | |
| АС 240/39 | 8,0 | 21,6 | 115 | 110 |
| АС 300/39 | 8,0 | 24,0 | ||
| АС 300/48 | 8,9 | 24,1 | 115 | 110 |
| АС 300/66-67 | 10,5 | 24,5 | 125 | 120 |
| АС 400/18-22 | 5,6 - 6,0 | 26 - 26,6 | 115 | 110 |
| АС 400/93 | 12,5 | 29,1 | 125 | 120 |
| АС 400/51-64 | 10,2 - 9,2 | 27,5 - 27,7 | 125 | 120 |
| АС 500/26-27 | 6,6 | 30,0 - 29,4 | ||
| АС 600/72 | 11,0 | 33,2 | 125 | 120 |
| АС 650/79 | 11,5 | 34,7 | 125 | 120 |
| АС 700/86 | 12,0 | 38,2 | 125 | 120 |
Установка на стальную часть провода сердечника соединителя
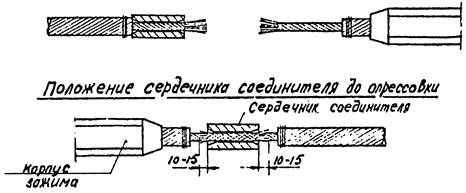
Рис. 3-2 Подготовка сердечника соединителя к опрессовке
Выправка сердечника, в случае его искривления, должна производиться матрицами. Правка кувалдой или молотком категорически запрещается.
Опрессовка корпуса соединительного зажима
3.3.10. Под слоем смазки очистить металлической щеткой алюминиевые части проводов от грязи.
3.3.11. Надвинуть алюминиевый корпус зажима на опрессованный стальной сердечник и установить так, чтобы его середина совпала с серединой стального сердечника.
3.3.12. прессовать алюминиевый корпус зажима на участках 1 и 2 (рис. 3-3) в направлениях от рисок к концам. При опрессовке каждый последующий сжим должен перекрывать предыдущий не менее чем на 5 мм.
3.4. Осмотреть опрессованный зажим, замерить диаметры. Диаметр опрессованой части зажима должен отличаться от номинального диаметра матрицы не более чем на +0,3 мм.








