2020-06-29
2020-06-29 507
507Методический материал для изучения темы
12.05.2020г. Производственная практика. ПМ 04. Частично механизированная сварка (наплавка) плавлением.
Тема: Выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке. Выполнение частично механизированной сварки (наплавки) плавлением различных деталей и конструкций во всех пространственных положениях.
В современном производстве широко распространено использование сталей со специальными свойствами. Применение данных материалов позволяет получить изделия с высокими прочностными свойствами, коррозионной и химической стойкостью, способных работать в условиях критических температур и дающих дополнительные возможности по снижению веса и общей стоимости конечных изделий.
Тем не менее использование специальных материалов требует применения особых технологий во время выполнения процессов вырезки заготовок и проведения сварочных операций.
Что такое предварительный подогрев
Предварительный подогрев означает проводимое перед сваркой повышение температуры основного металла до желаемого значения, называемого температурой предварительного подогрева. При этом может повышаться температура всего изделия или только в зоне вокруг точки сварки. Подогрев может продолжаться в течение всего процесса сварки, но обычно жар от сварки оказывается достаточным для того, чтобы поддерживать желаемую температуру без необходимости во внешнем источнике тепла. Межслойная температура, т. е. температура основного металла в промежуток времени между первым и последним проходом, не должна опускаться ниже температуры предварительного подогрева. Вопросы межслойной температуры в этой статье описываться не будут. Предварительный подогрев имеет много преимуществ, однако без хорошего понимания его принципов есть риск напрасно потратить деньги или, еще хуже, не суметь обеспечить нужное качество сварки.
Технология подогрева
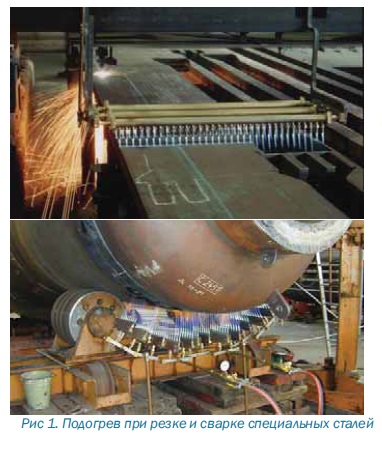
Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и холодных трещин, изменение свойств материала в зоне термического влияния является применение предварительного, сопутствующего и последующего подогрева при выполнении сварочных операций и других технологических операций. При резке данных материалов обычно применяется предварительный подогрев, при сварке применяется предварительный, а также сопутствующий и последующий подогрев.
Подогрев может также применяться при обработке других материалов (например, алюминия), особенно при большой толщине материала. При резке сталей применение подогрева позволяет разрезать металл большой толщины с лучшим качеством и более высокой скоростью.
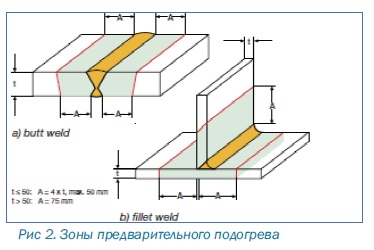
Температура и зона необходимого прогрева зависит от типа материала, его толщины и последующего процесса обработки. При этом важно выдерживать технологически заданную температуру непосредственно в процессе сварки и резки материала. Подогрев должен быть обеспечен равномерно по всей толщине материала на всю зону термического влияния.
В зависимости от возможностей производства, применяемых материалов, размеров изделий и последующего процесса обработки применяются различные варианты нагрева, такие как:
- нагрев в печи с последующим перемещением заготовок на сварочно-сборочные стенды;
- нагрев заготовки газовым пламенем с последующим выполнением сварочных и резательных операций;
- локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки,
- нагрев электрическими матами;
- индуктивный нагрев заготовки.
В конечном счете эффективность применения подогрева зависит от точности, равномерности и управляемости процессом распределения температуры по всей толщине материала в требуемой зоне термического влияния, а также скорости выполнения нагрева.
Подогрев газовым пламенем
Локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки, является наиболее универсальным методом, требует минимальных вложений в оборудование. Данный процесс также является экономически выгодным за счет минимального остывания заготовки перед процессом обработки и прогрева только технологически необходимых зон термического влияния без дополнительных затрат на нагрев всей конструкции.

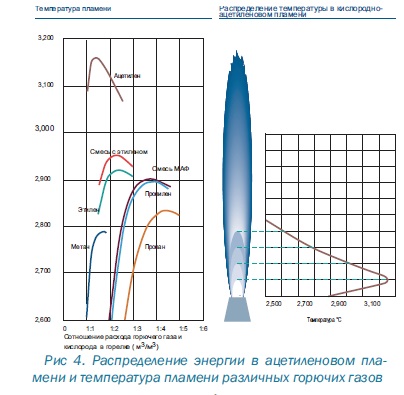
Выделяемая горелками энергия и ее концентрация в пламени должны соответствовать задаче подогрева. Количество данной энергии определяется применяемыми газами, размером и конструкцией сопел.
Для горелок локального нагрева могут применяться различные газы: горючие - ацетилен, пропан или природный газ; окисляющие - воздух из окружающей среды без наддува, сжатый воздух или кислород.
Горючие газы имеют очень большое влияние на скорость подогрева, возможность автоматизации процесса и конечное качество обработки. Медленногорючие газы (такие как пропан и природный газ) отличаются длинным факелом пламени с широким рассеиванием тепла.
Применение в качестве окислителя воздуха их окружающей среды без наддува приводит к низко контролируемому процессу нагрева и в конечном счете – к неэффективному использованию сжигаемых газов и дополнительным расходам.
При этом важен как правильный выбор горючего газа и окислителя, так и правильное расположение горелок относительно нагреваемого материала для обеспечения передачи всей энергии пламени в обрабатываемый материал.
Слишком большой поток газа при малом расстоянии горелки от подогреваемой поверхности приводит к тому, что пламя будет нагревать не только деталь, но также и саму систему горелок. То же происходит при применении горючего газа с низкой скоростью горения (пропан или природный газ) за счет того, что факел пламени отражается от нагреваемой поверхности и догорает в области горелок. В конечном счете тратится избыточное количество энергии и происходит перегрев горелок и более быстрый выход их из строя. Пламя на основе комбинации ацетилена и сжатого воздуха дает максимальную энергию за счет высокой температуры горения ацетилена и может быть хорошо скорректированным и контролируемым. Горелки на данной смеси газов за счет высокой скорости горения ацетилена и, как следствие, высокой концентрации энергии пламени являются наиболее эффективными по производительности, долговечности и экономичности.
В то же время низкая концентрация выделяемой влаги в пламени при сгорании ацетилена (< 4%), по сравнению с пропаном (31%) и природным газом (40%), является важным дополнительным преимуществом применения ацетилена для систем подогрева, совмещенных со сварочным процессом. Наилучшим образом подобранная и настроенная система позволяет получить быстрый и экономически выгодный метод подогрева и дает возможность для совмещения процесса подогрева с процессом сварки/резки.
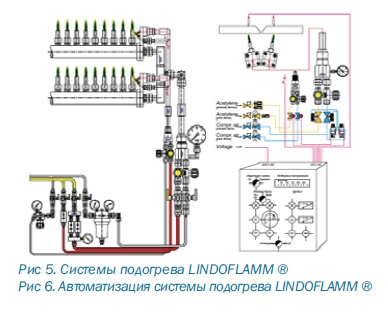
Комплексное решение компании Линде Газ LINDOFLAMM® системы предварительного, сопутствующего и последующего подогрева на базе высокопроизводительных горелок с ацетилен/воздушным пламенем включают системы хранения и подачи технологических газов и системы контроля с различной степенью автоматизации процесса, а также комплексное обеспечение техническими газами.
Степень автоматизации систем подогрева определяется заказчиком и может включать от ручных систем управления регулирования пламени до автоматических систем управления процессом с обратной связью оперативного контроля температуры, включая регистрацию температуры заготовки в процессе обработки и интеграцию системы управления подогревом в автоматический процесс управления производством.