2020-06-30
2020-06-30 298
298
Вакуум создаётся с помощью вакуумной системы, размещённой на основании. Электрическая часть обеспечивает электроэнергией установку, осуществляет контроль и управление работой установки и процессом нанесения покрытий.
В рамках пуско-наладочных работ макета установки для нанесения металлических покрытий проведен ряд технических мероприятий и модернизаций.
Установлена новая система контроля и управления технологическим процессом, включающая различные датчики и специально разработанное программное обеспечение, позволяющее проводить откачку в ручном или автоматическом режиме (основана на контроллере Siemens Simatic S7-1200)
Заменена станция подготовки и подачи воды, а так же все питающие шланги гидросистемы установки. Вместо форвакуумного насоса НВР-16Д установлен более производительный ADVAVAC-40. Заменены системы подачи сжатого воздуха и технологических газов установки. Установленная система позволяет вводить в камеру до 3-х различных технологических газов и контролировать их отдельно друг от друга по величине расхода газа или его парциальному давлению. Заменены уплотнители, отремонтирован механизм ввода вращения;
Разработан и изготовлен источник опорного напряжения мощностью 5 кВт. Источник работает в 2-х режимах. Высокое напряжение составляет 1,1 кВ. Низковольтная цепь снабжена регулятором, который позволяет бесступенчато изменять напряжение на карусели от 0 до 280 В.
Разработка технологической оснастки
Для повышения производительности и качества магнетронного распыления была разработана конструкция технологической оснастки Простота конструкции и эффективность использования данного приспособления позволяет повысить производительность процесса.
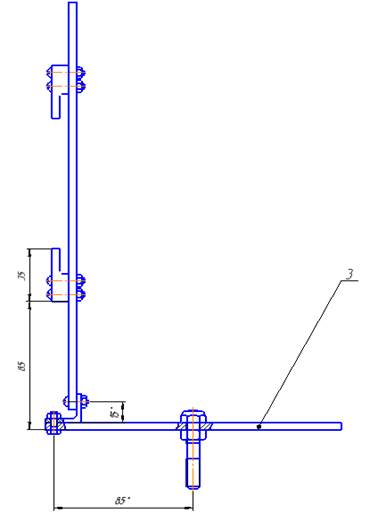
Применяемая технологическая оснастка для формирования алюминиевых покрытий на стеклах, изображена на рисунке 2.7 (вид спереди) и 2.8 (вид слева).
На рисунке 2.7 видно, что технологическая оснастка состоит: 1 – пластина вертикальная, 2 – держатель.
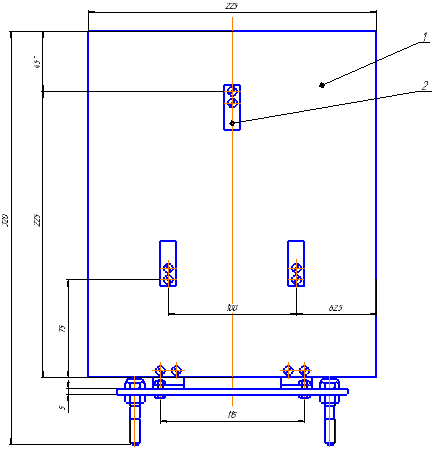
Рисунок 2.7 – Технологическая оснастка вид спереди