 2020-07-01
2020-07-01 641
641НАЗНАЧЕНИЕ
Пресс (рис. 1) предназначен для штамповки концов '(крышек и донышек) к жестяным цилиндрическим консервным банкам и крышек к стеклянным банкам СКО из специальных полос.
Пресс концевой в агрегате с завивочной машиной И9-СП1-Г работает в автоматическом цикле.
Техническая характеристика
Производительность, wmfMuH......................... 150; 200; 250
Изготовляемые концы:
к жестяным цилиндрическим консерв
ным банкам диаметром.................... 50; 60,5; 72,8;
74,1; 83,4; 99 мм по ГОСТ 5981—62.
к специальным банкам диаметром.. 52,5; 65,6 мм
крышки к стеклянным банкам........ СКО-83
глубокие крышки к банкам диамет
ром.......................................................... 50; 60,5; 72,8 мм
съемная крышка и крышки к банкам
диаметром................................................ 72; 91 мм
Размеры перерабатываемой жести, мм:
длина бланка....................................................... 460—712
ширина бланка........................................ 55—120
толщина жести........................................ 0,21—0,3
Вакуум, создаваемый вакуум-насосом,
мм рт. cm.............................. 1............................................. 400—500
Вылет от оси штампа до станины, мм.. 180
Ход ползуна, мм........................................................... 57
Электродвигатель:
мощность, кет........................................................ 4
число оборотов в минуту................................. 960
Габаритные размеры, мм:
длина................................................................. ' 1660
ширина................................................................. 2300
высота.......................................................... 1700
Вес, кг.................................................................. 3200
УСТРОЙСТВО И РАБОТА
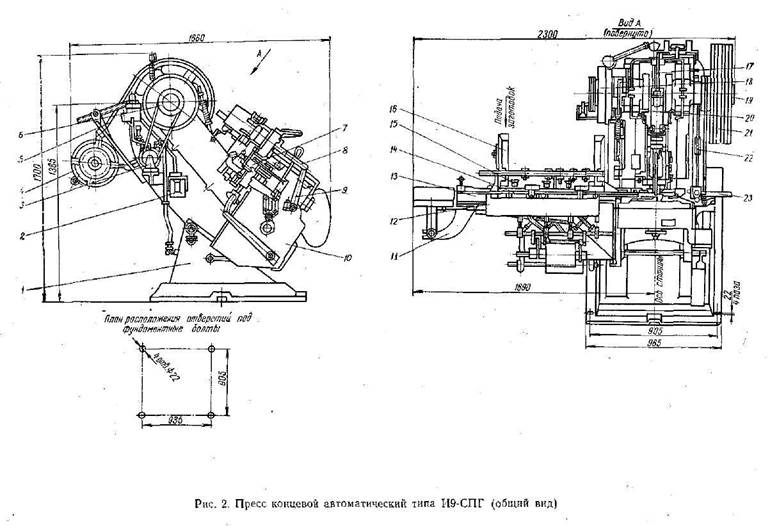
Пресс (рис. 2) относится к типу однокривошип-ных открытых прессов простого действия с постоянным углом наклона и с механизмами специального назначения, обеспечивающими автоматизацию пресса.
Конструкция пресса обеспечивает его работу в агрегате как с завивочной машиной для концов к жестяным цилиндрическим банкам, так- и с завивочной машиной для крышек СКО к стеклянным банкам.
|
|
|
|
Пресс выполняет следующие основные операции: отделение новой полосы жести из стопки, находящейся в магазине, и подачу ее на рабочий стол; присоединение или отсоединение присосов в нужный момент от вакуумного трубопровода; поперечную подачу полос жести по столу с присосов на каретки продольной подачи; многократную толчкообразную продольную подачу полосы жести на штамп; торможение полос жести при подаче их на штамп, обеспечивающее равномерность подачи; штампование концов (донышек и крышек) комбинированным штампом, производящим высечку заготовки, вытяжку завитка, выдавливание рельефа и выталкивание концов из пуансона при обратном его ходе; выталкивание концов из-под пуансона с целью предотвращения захвата их при рабочем ходе последнего; выброс из машины отходов полосы жести (сетки).
Пресс состоит из следующих основных узлов: станины, привода пресса, коленчатого вала, ползуна, штампа, механизма выброса отходов, механизма включения, привода масляного насоса, масляного насоса, вакуум-насоса, коробки передач, стола, магазина, механизма присосов, механизма поперечной подачи, механизма продольной подачи, каретки продольной подачи, тормоза концевого и электрооборудования.
Станина является основанием, на котором монтируются все механизмы пресса и завивочной машины. Она состоит из фундаментной плиты с двумя пустотелыми стойками / (см. рис. 2), на -которых укреплен корпус. Одна из стоек является одновременно ресивером вакуум-насоса, в другую вмонтированы клеммники. На плите имеются площадки для установки завивочной машины И9-СПТ-2 или И9-СП1-Г.
Станина установлена ня стойках наклонно, под углом 35°, что вызвано необходимостью автоматической подачи отштампованных концов в завивочные машины.
Привод пресса осуществляется от электродвигателя 4 через клиноременную передачу 5. Коленчатый вал служит для сообщения движения механизму подачи заготовок, механизму выброса отходов и вакуум-насосу.
На одном конце коленчатого вала 19 с левым и правым балансирами 20 насажен шкив-маховик 21 с муфтой включения, а на другом 'конце насажены звездочка привода механизма, тормозной барабан 18 и шкив 6 ременной передачи вакуум-насоса.
Ползун 17 вместе с коленчатым валом образуют кривошипно-шатунный механизм. На ползуне имеются устройства, которые совместно со сменными деталями станины позволяют изготавливать концы ко всем жестяным банкам и крышки СКО 83, осуществлять выбрасывание концов из пуансона и снятие с пуансона отходов (сетки).
Штамп — основной технологический рабочий орган пресса, который.из подаваемой на матрицу полосы производит высечку заготовки, вытяжку завитка и выдавливание рельефов. Отходы снимаются с пуансона съемным кольцом.
Механизм выброса отходов 23 производит выброс отходов из-под штампа. Он крепится к станине пресса с правой стороны и имеет валки, выбрасывающие отходы.
Механизм включения тормоза 22 производит остановку пресса. Он приводится в действие рукояткой включения, удерживаемой в верхнем положении электромагнитом. При срабатывании аварийного выключателя или нажатии на кнопку «Стон» электромагнит размагничивается, рукоятка падает и производится торможение.
Привод масляного насоса выполняет две функции: передает движение масляному поршневому насосу и разводит валки механизма выброса отходов, позволяя сетке свободно проходить между валками.
Масляный насос 2 поршневого типа осуществляет принудительную подачу смазки в подшипники коленчатого вала, подшипник шатуна и направляющие ползуна.
Вакуум-насос 3 предназначен для создания вакуума в присосах, производящих отделение одной полосы жести от стопки и подачи ее па стол., Вакуум-насос относится к типу ротационно-пла-стинчатых насосов.
Коробка передач 10 является распределительным синхронизирующим механизмом, передающим движение всем механизмам пресса,
Стол является основанием, на котором размещены все механизмы, осуществляющие автоматическую подачу заготовок под штамп. Он состоит из фигурной плиты 13, установленной на верхнем выступе коробки передач, и горизонтальной плиты 12, служащей для выравнивания стопы жести перед укладыванием ее в магазин.
При продвижении заготовки по столу в поперечном направлении ее притягивают магниты, вмонтированные в столе, что гарантирует заход заготовки под прижимную планку 14 на каретки продольной подачи.
Магазин 16 служит для помещения в нем столы заготовок, которая удерживается сухарями. Он установлен на передней плоскости стола.
Нижняя заготовка отделяется присосами от стопы за счет формации жести, благодаря чему заготовка соскальзывает с насеченных на сухарях гребешков и подается по направляющим на стол.
Механизм присосов подает заготовки из магазина на стол. Он смонтирован в нижней части стола под магазином.
Присосы 15 представляют собой резиновые колпачки, установленные в головках полых стержней, движущихся возвратно-поступательно в кронштейнах, прикрепленных к нижней части стола.
При верхнем положении присосов в них создается вакуум, необходимый для отделения заготовки из стопы, помещенной в магазине, Когда полоса до- ' водится до уровня стола, вакуум в присосах нарушается.
Механизм поперечной подачи заготовок подает заготовки по плоскости стола поп ппижимную план-
ку на подающие каретки механизма продольной подачи.
Рычаги 9 сообщают возвратно-поступательное
движение штокам 8, осуществляющим поперечное перемещение заготовок.
Механизм продольной подачи // сообщает возвратно-поступательное движение вспомогательной и основной кареткам продольной подачи заготовок.
Механизм смонтирован на нижней поверхности стола и состоит из основного кривошипно-шатунно-го механизма и вспомогательного шарнирно-рычаж-ного.
Каретка продольной подачи является сменным узлом и периодически подает заготовки на штамп. Каретка монтируется в специальном пазу стола. Она состоит из основной каретки и вспомогательной, которая перемещается в пазу основной каретки. Обе каретки движутся одповремено возвратно-поступательно и в одном направлении, но с разными ходами, благодаря чему осуществляется пе-
редача заготовки со вспомогательной каретки на основную.
Тормоз концевой 7 с направляющими служит для притормаживания заготовки, обеспечивая равномерность подачи ее на штамп, и создает направление заготовки у штампа. Тормоз закреплен на конце стола, у штампа.
Кинематическая схема приведена на рис. 3.
Электрическая схема управления (рис. 4) обеспечивает включение и выключение электродвигателя пресса от кнопок управления и автоматическую блокировку конечными выключателями.
Машина работает следующим образом. Стопку заготовок жести закладывают вручную в магазин, где она направляется угольниками и удерживается краями нижней заготовки на сухарях. Силой вакуума с помощью присосов нижняя заготовка, несколько деформируясь, отделяется ст стопы и уносится вниз до плоскости стола. После этого вакуум в присосах нарушается и заготовка остается ле-
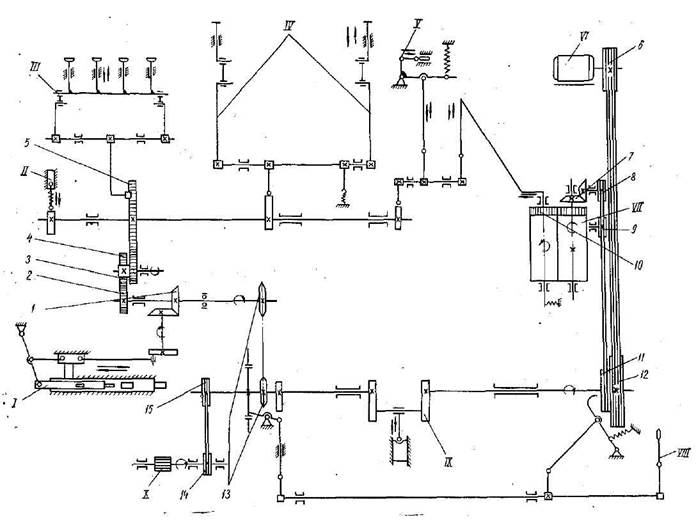
Рис. 3. Кинематическая схема пресса концевого автоматического типа И9-СПГ:
I — механизм продольной подачи заготовок- II — золотник присосов; Ш — механизм присосов; IV — механизм поперечной подачи заготовок; V — привод масляного насоса; VI — электродвигатель; VII — механизм выброса отходов; VIII — механизм включения
тормоза; IX — кривошипно-шатунный механизм; X — вакуум-насос
|
|
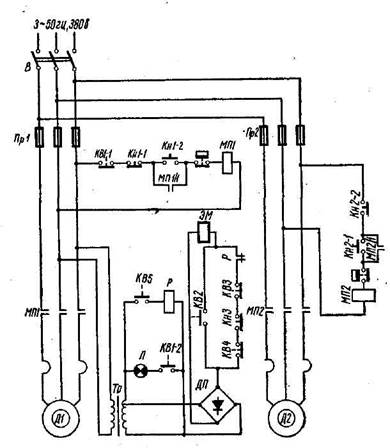
Рис. 4. Принципиальная электрическая схема пресса концевого автоматического типа И9-СПГ:
Д1 — электродвигатель А ОЛ 2-42-6: Д.2 — электродвигатель АОЛ2-2Ы; Л — лампа сигнальная; 7> — трансформатор ТБС; В — выключатель ПВ2-2.5; КВ1—КВ5 — выключатели 'конечные МП-2101, МП-2302. ВК-200А; Кн1, Кл2 ~ кнопочные станции КСГ1-22; КнЗ — кнопка КСП-21; ДЛ — выпрямитель ADCG0-3G; Р — реле ПЭ-G; МП1, МП2 — пускатели магнитные ПМЕ-212, ПМЕ-112; Пр!, Пр2 — предохранители; ЭМ — электромагнит
МИС-6100
Характеристика элементов передач кинематической схемы И9-СПГ (к рис. 3)
| № поз. | 1 | 2 | 3 | 5 | 5 | 7 | 8 | 12 | У5 | ||||||||||||
| т | 4 | 3 | 3 | 3 | 3 | я | Я | 3 | Я | 3 | Я | Я | |||||||||
| z | 24 | ?4 | ?6 | 30 | 36 | 48 | 54 | 60 | 104 | 22 | 18 | 23 | |||||||||
| t | |||||||||||||||||||||
| d | 97 | 128 | 82 | 72 | 233 | 611 | 91 | 182 |
жать на столе. Движущиеся в плоскости стола захваты механизма поперечной подачи подают заготовку под прижимную планку на каретки продольной подачи.' Здесь заготовка подхватывается подающими собачками кареток и толчками подается на штамп. Во время подачи заготовка тормозится шариками, вмонтированными в прижимной планке, и концевым тормозом. Ход кареток продольной подачи соответствует штамповке одного конца.
Штамповка концов производится комбинированным вырубным и вытяжным штампом за один ход ползуна. Отштампованная крышка некоторое время остается внутри пуансона, несколько поднимается им вверх и затем выталкивается, а с помощью устройства, укрепленного на ползуне, выбивается из-под пуансона назад вниз, чтобы при своем следующем ходе пуансон не повредил крышку.
Отходы жести удерживаются от подъема вместе
с пуансоном прижимным кольцом (съемником), прижимающим сетку к плоскости матрицы. Во время штампования заготовки отходы постепенно проходят между разведенными валками механизма выброса отходов.
После того как штамповка окончена, стержень, поднимающий верхний валок, под действием механизма привода масляного насоса опускается, верхний валок прижимается к нижнему и сетка, зажатая между вращающимися валками, выбрасывается из машины. Отштампованная крышка падает на приемный лоток наклонной течки и по ней скользит вниз на стол завивочной машины.
НАЛАДКА И РЕГУЛИРОВАНИЕ
Для обеспечения правильного режима работы и быстрого перехода с одного размера концов на дру-
гой на прессе предусмотрены сменные рабочие органы и регулирующие устройства.
Комплектность
Пресс концевой автоматический типа И9-СПГ, шт.,., 1
Инструмент, компл............................................................................ 1
Запасные части, компл....................................................................... 1
Техдокументация, экз................................................................., 1
Примечание. Штамп пресса является сменным узлом и в комплект поставки не входит.
Количество штампов определяется объемом производства на основании МРТУ 27-03-529-68 «Штампы для банок и крышек по ГОСТ 5981—62» и техническим требованиям завода. Штампы поставляются по дополнительным заявкам покупателя за отдельную плату.

|

НАЗНАЧЕНИЕ
Машина предназначена для завивки фланцев у концов к жестяным цилиндрическим консервным банкам. Устанавливается в жестянобаночной линии в агрегате с прессом.








