 2020-07-01
2020-07-01 527
527Сварка в защитном газе является одним из способов дуговой сварки. При этом в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Преимущества данного способа:
§ высокая производительность;
§ высокоэффективная защита расплавленного металла, особенно при использовании инертных газов;
§ возможность визуального наблюдения за сварочной ванной и дугой;
§ широкий диапазон толщин свариваемых заготовок (от десятых долей миллиметра до десятков миллиметров);
§ возможность сварки в различных пространственных положениях;
§ отсутствие необходимости зачищать швы при многослойной сварке;
§ узкая зона термического влияния.
Существуют разновидности дуговой сварки в защитном газе: сварка в инертных одноатомных газах (аргон, гелий), в нейтральных двухатомных газах (водород) и в углекислом газе. Наиболее широкое практическое применение получили аргонодуговая сварка и сварка в углекислом газе. Инертный газ гелий применяется очень редко из-за его высокой стоимости.
Сварка в двухатомных газах (водород и азот) имеет ограниченное применение, так как водород и азот в зоне дуги диссоциируют на атомы, а атомарные азот и водород активно взаимодействуют с большинством металлов.
Сварка в защитном газе может быть ручной, механизированной и автоматической. Ручная сварка применяется для соединения кромок заготовок толщиной до 25…30 мм и при выполнении коротких и криволинейных швов. Механизированная и автоматическая сварка применяется при серийном производстве сварных конструкций с прямолинейными швами.
Дуговая сварка в защитном газе производится как неплавящимся, так и плавящимся электродами. Неплавящийся электрод служит только для возбуждения и поддержания горения дуги. Для заполнения разделки кромок в зону дуги вводят присадочный металл в виде прутков или проволоки. Неплавящийся электрод изготавливают из вольфрама. Плавящиеся электроды применяют в виде сварочной проволоки, изготовленной по ГОСТ 2246—70 «Проволока стальная сварочная. Технические условия» или из металла, по химическому составу сходному со свариваемым металлом.
При дуговой сварке применяют струйную местную защиту и общую защиту в камерах. Струйная защита относится к наиболее распространенному способу местной защиты при сварке. Качество струйной защиты зависит от конструкции и размеров сопла, расхода защитного газа и расстояния от среза сопла до поверхности свариваемого металла. На практике применяют три вида сопл: конические, цилиндрические и профилированные. Лучшая защита обеспечивается при применении профилированных сопл.
При сварке химически активных и тугоплавких материалов, например титана, возникают трудности с защитой шва от атмосферных газов. В этом случае применяют сопла с удлиненным козырьком.
С целью экономии инертных газов применяют защиту двумя концентрированными потоками газов.
3.2Схема процесса сварки неплавящимся электродом
Дуговая сварка в защитном газе неплавящимся электродом (141 TIG welding with solid filler material, или Gas tungsten arc welding using inert gas and solid filler material, USA — условное обозначение процесса согласно ГОСТ Р ИСО 4063—2010) — сварка в защитном газе неплавящимся, например вольфрамовым, электродом.
Сварку в защитных газах можно выполнять неплавящимся электродом (рис. 3.1), при этом дуга горит между неплавящимся электродом и изделием. Электрод в процессе сварки не расплавляется и не попадает в шов. Дуга, передвигаемая вдоль свариваемых кромок, оплавляет их. По мере удаления дуги расплавленный металл затвердевает, образуя шов, соединяющий кромки детали.
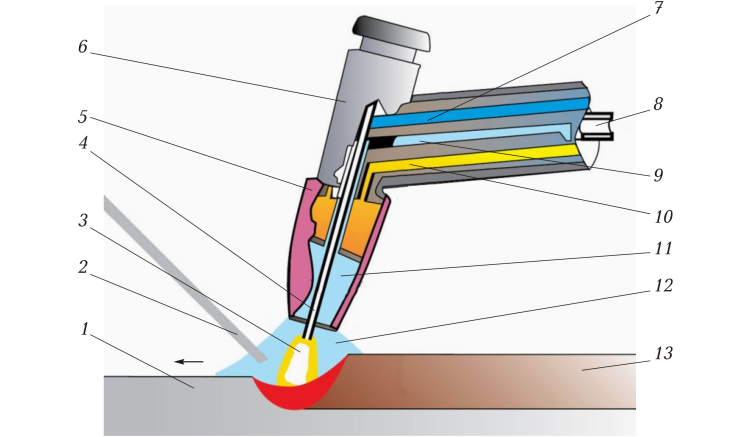 Рис. 3.1.Схема процесса сварки неплавящимся электродом в защитном газе:
Рис. 3.1.Схема процесса сварки неплавящимся электродом в защитном газе:
1 — свариваемый металл; 2 — присадочная проволока TIG; 3 — дуга; 4 — вольфрамовый электрод; 5 — газовое сопло; 6 — горелка TIG; 7 — охлаждающая жидкость (холодная); 8 — провод с током; 9 — подача защитного газа; 10 — охлаждающая жидкость (теплая); 11 — защитный газ, выходящий из сопла; 12 — защитная атмосфера; 13 — застывший металл; стрелкой указано направление сварки
Основными параметрами процесса ручной аргонодуговой сварки вольфрамовым электродом являются сила тока дуги, расход защитного газа и скорость сварки.
Ручную сварку металла толщиной до 10 мм выполняют левым способом (рис. 3.2). Поток защитного газа должен надежно охватывать всю область сварочной ванны и разогретую часть присадочной проволоки. При уменьшении толщины свариваемого металла угол между горелкой и изделием уменьшают. Для сварки материала толщиной свыше 10 мм следует применять правый способ сварки, а угол между горелкой и изделием должен быть близким к 90°. Такое положение горелки относительно изделия рекомендуется и при сварке угловых соединений. Проволоку вводят не в столб дуги, а сбоку, и выполняют ею возвратно-поступательные движения при сварке тонколистового металла. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки.
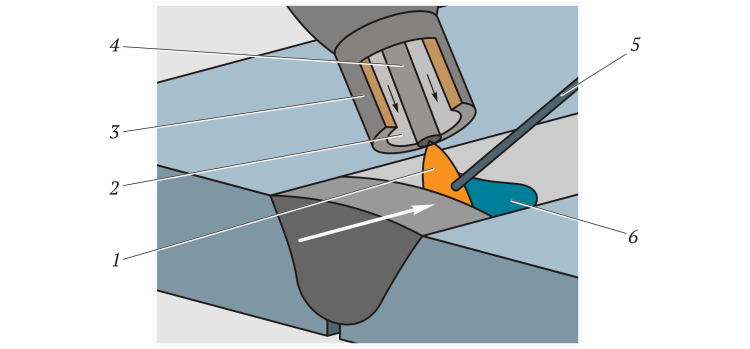 Рис. 3.2.Схема ручной дуговой сварки неплавящимся электродом:
Рис. 3.2.Схема ручной дуговой сварки неплавящимся электродом:
1 — дуга; 2 — инертная атмосфера; 3 — сопло; 4 — вольфрамовый электрод (не расходуется); 5 — присадочный пруток; 6 — сварочная ванна; стрелкой указано направление сварки
При сварке неплавящимся вольфрамовым электродом отсутствует перенос расплавленного металла через дуговой промежуток. Это облегчает условия горения дуги и обеспечивает ее более высокую стабильность.
Присадочный металл по мере необходимости подается в головную часть сварочной ванны. Сварщик вручную контролирует перемещение сварочной горелки, подачу проволоки. В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью с величиной сварочного тока. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания выпуклости шва.
Основной недостаток процесса — низкая производительность. Еще один недостаток — необходима большая практика и высокая квалификация сварщика. Также к недостаткам процесса сварки неплавящимся вольфрамовым электродом по сравнению со сваркой покрытым электродом относится необходимость применения дополнительных защитных мер против световой и тепловой радиации дуги.
Сварка неплавящимся вольфрамовым электродом производится на прямой полярности (минус на электроде). При установившейся дуге поток электронов движется от отрицательного электрода горелки к положительному электроду (детали), а поток положительно заряженных ионов — к электроду. При сварке на обратной полярности примерно 70% тепла сконцентрировано на аноде и значительная часть этого тепла передается в зону сварки.
Прямая полярность позволяет получить узкую, сконцентрированную дугу, обеспечивающую глубокое проплавление и большую скорость сварки. Электрод получает меньшую часть тепловой энергии дуги и имеет меньшую температуру, чем при сварке на переменном токе или при сварке на обратной полярности, что, в свою очередь, позволяет уменьшить диаметр вольфрамового электрода и снизить расход защитного газа.
При обратной полярности поток электронов также движется от отрицательного электрода к положительному, но в данном случае от изделия к электроду. Следовательно, больше тепла сконцентрировано в дуге около вольфрамового электрода. Поскольку электрод получает значительно больше тепла при сварке на обратной полярности, чем на прямой, для предотвращения перегрева электрода приходится использовать электроды уменьшенного диаметра и уменьшать силу сварочного тока. Свариваемая деталь при сварке на обратной полярности получает меньше тепла, и как результат — меньшая глубина проплавления.
Некоторые цветные металлы, например алюминий и магний, быстро образуют на поверхности оксидную пленку. Прежде чем сваривать алюминий, необходимо удалить оксидную пленку, температура плавления которой значительно выше температуры плавления основного металла. Удаление оксидной пленки может производиться механически, например щетками, или химически — травлением, но как только пленка удалена, металл снова начинает окисляться, затрудняя сварку.
Оксидную пленку с поверхности металла во время сварки на обратной полярности может удалять сама дуга. Положительно заряженные ионы, которые, двигаясь от основного металла изделия к электроду при сварке на прямой полярности, теперь двигаются от электрода к изделию. Ударяясь с достаточной силой о поверхность изделия, они дробят и расщепляют хрупкую оксидную пленку, проводя тем самым очистку поверхности.
Дуга обратной полярности обладает важным технологическим свойством: при ее воздействии на поверхность свариваемого металла происходит очистка поверхности металла, удаление поверхностных оксидов. Процесс удаления поверхностных оксидов получил название катодного распыления (катодной очистки). Указанное свойство используют при сварке переменным током алюминия, магния, бериллия и их сплавов, имеющих на поверхности прочные оксидные пленки. Удаление пленки происходит в полупериод с обратной полярностью сварочного тока, когда свариваемое изделие является катодом. Таким образом, при сварке вольфрамовым электродом на переменном токе реализуются преимущества дуги прямой и обратной полярностей и обеспечиваются устойчивость электрода и разрушение поверхностных оксидов на изделии.
Аргонодуговая сварка импульсной дугой. Сила сварочного тока варьируется между двумя установленными значениями (пиковым и базовым) с частотой в пределах 0,25…25 Гц. Эта функция отлично подходит для сварки нержавеющих сталей и тонколистовых деталей. Сварка импульсной дугой применяется для соединения разнотолщинных деталей, позволяет в большей степени контролировать процесс сварки для получения более качественного сварного шва.
Сварка высокочастотной импульсной дугой. Сварочный ток имеет такой же вид, что и импульсный, но частота импульсов выше (обычно в пределах 20…500 Гц). Дуга более сфокусированная, и, как результат, зона термического влияния меньше.
Зажигание дуги. Основным требованием для зажигания и горения дуги является ионизация газа в дуговом промежутке. Ионизированный газ является хорошим проводником электрического тока. Ионизацией называется процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы. Ионизацию можно произвести, если приложить к электродам высокое напряжение, тогда имеющиеся в газе (в малом количестве) свободные электроны будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
Зажигание дуги осуществляют точечным касанием или с использованием осциллятора (рис. 3.3).
 Рис. 3.3.Способы зажигания дуги точечным касанием (а) и от осциллятора (б)
Рис. 3.3.Способы зажигания дуги точечным касанием (а) и от осциллятора (б)
Зажигание дуги точечным касанием позволяет сварщику зажечь дугу путем плавного отрыва вольфрамового электрода от изделия. При этом исключаются наличие вольфрамовых включений в сварном шве и подгорание неплавящегося электрода. Также эта функция часто ставится в качестве опции на источники питания для ручной дуговой сварки. Она используется преимущественно в условиях, когда процесс сварки проводится рядом с оборудованием, которое чувствительно к электромагнитным помехам.
При зажигании дуги с использованием осциллятора электрод не касается изделия. Высоковольтный разряд зажигает дугу. В этом случае нет опасности включения вольфрама в металл сварочного шва. Возбуждение дуги с помощью осциллятора используется для высокоточной и высококачественной аргонодуговой сварки.
3.3Режимы дуговой сварки вольфрамовым электродом в защитных газах
В табл. 3.1—3.7 представлены режимы ручной аргонодуговой сварки неплавящимся электродом часто применяемых материалов для производства сварных конструкций.








