 2020-06-29
2020-06-29 694
694В практике слесарной обработки бывают случаи, когда обработанные рубкой детали оказываются негодными из-за отклонений их размеров от заданных чертежом или в результате повреждений при рубке либо вследствие неудовлетворительного качества обработанной поверхности, например из-за глубоких захватов зубилом или крейцмейселем, отколов на ребрах у деталей из хрупких металлов и т. д.
Основными причинами брака являются: неправильные приемы рубки, невнимательность в работе, рубка тупым инструментом и т.д.
Техника безопасности при рубке металла
1) Выполняя вручную целый ряд операций, слесарь должен хорошо знать основные правила техники безопасности.
2) При ручной рубке можно работать только исправным инструментом: молотком, зубилом, крейцмей-селем. Зубилами со сбитыми деформированными головками работать нельзя.
3) Рукоятки молотков должны быть без трещин, молоток на них надо плотно закреплять. В процессе рубки слесарь обязан пользоваться защитными очками, а при рубке в тисках — применять ограждения в виде сеток и щитков.
4) Для предохранения рук от повреждений (при неудобных работах, особенно в начальный период обучения) нужно надевать на зубило предохранительную резиновую шайбу, а на кисть руки — предохранительный козырек.
5) При механизированной рубке (пневматическим инструментом) пользуются сжатым воздухом. Давление сжатого воздуха в трубопроводах достигает 5—7 ати. Струя такого воздуха представляет опасность для человека. При соединении шланга с пневматическим инструментом или отсоединении от инструмента сжатый воздух должен быть отключен при помощи крана. Включать пневматический инструмент можно только после установки зубила или крейцмейселя.
6) Не разрешается ремонтировать пневматический инструмент при включенном сжатом воздухе; вставлять или вынимать рабочий инструмент можно только при полной остановке рубильного молотка. При механизированной рубке осколки металла разлетаются с большой силой, поэтому слесарь должен пользоваться предохранительными очками из небьющегося стекла. Место рубки нужно обязательно оградить ширмами из металлической сетки.
Правка, гибка металла
Инструменты для гибки металла
При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
Молотки с мягкими вставками и деревянные молотки — киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Приемы правки
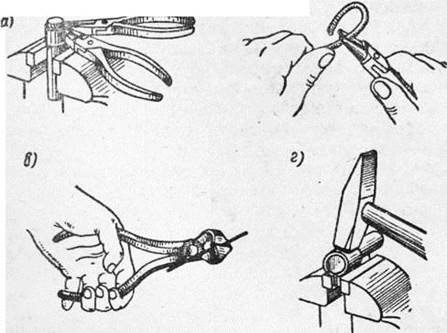
Кривизну деталей проверяют на глаз (рис. 82,а) или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Виды гибки
Существует два вида гибки металлопроката:
а) продольная гибка, в этом случае металл испытывает только изгиб;
б) поперечная гибка (отгибание бортов, перегибы, высадка и т. п.), в этом случае металл испытывает, кроме изгиба, еще осаживание и вытяжк








