 2020-06-29
2020-06-29 778
778Механические ножовки делят на две группы: стацибнарные и переносные.
Стационарная механическая ножовка представляет собой металлорежущий станок. Ома состоит из чугунной станины со столом и хоботом. Хобот служит направляющей для пильной рамы, в которой устанавливается ножовочное полотно. Вместе с рамой полотно совершает возвратно-поступательное движение, врезается в заготовку 6 и разрезает ее. Охлаждается ножовочное полотно в процессе разрезания эмульсией, поступающей по трубке. Ножовка приводится в действие электродвигателем. Станочные ножовочные полотна изготовляют из стали марки РЭ или ШХ15 толщиной от 1,2 до 2,5 мм.
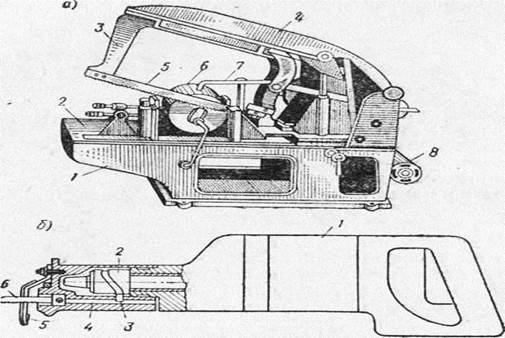
Переносная механическая ножовка удобна при разрезании металла на месте выполнения слесарно-сборочных работ. В корпусе этой ножовки (рис. 85,6) помещен электродвигатель, на вал которого насажен барабан. В спиральный паз барабана входит палец, соединенный с ползуном, на котором укреплено ножовочное полотно. При вращении барабана ножовочное полотно получает возвратно-поступательные движения и производит разрезание металла. Во время работы ножовка упирается скобой и поддерживается за рукоятку.
Разрезание труб и профильного металла, а также резка листовой стали по криволинейным контурам производится пилами различных конструкций. Пилы подразделяют на дисковые (круглые) и ленточные.
Дисковые пилы нашли широкое применение в промышленности. Они делятся на универсальные, маятниковые и пилы трения. Рабочей частью пилы является диск с режущими зубьями или гладкий диск (в пиле трения).
Разрезание металла ручными ножницами и с механическим приводом
Разрезание листового и полосового металла ножницами осуществляется без снятия стружки — скалыванием. Сущность процесса разрезания скалыванием заключается в отделении части металла под давлением пары режущих ножей по линии их направления.
в процессе работы разрезаемый лист помешается между ножами. Верхний нож, опускаясь давит на металл, прижимая его к нижнему ножу. Оба ножа вдавливаясь, производят смятие поверхности металла а затем разделяют его образующимися трещинами скалывания. Угол заострения р у режущей части ножниц колеблется от 65 до 80°, в зависимости от твердости разрезаемого металла; для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости — 70—75°, для твердых металлов — 80°. Для уменьшения трения ножей в процессе работы на их режущих поверхностях создается задний угол а, равный 2—3°.
Брак при разрезании металла и правила техники безопасности
Основными причинами брака при разрезании металла являются: косой разрез металла; несоблюдение заданных размеров в результате неправильной разметки или разрезания не по риске; повреждение (помятости) разрезаемой заготовки из-за неправильного зажима в тисках и др. При работе ручной ножовкой разрезаемый материал нужно закреплять в тисках очень надежно. Полотно должно быть натянуто в ножовочном станке не слишком туго, но й не слабо. В том и другом случае появляется возможность поломки полотна и случайного ранения работающего. Особенно внимательным надо быть при разрезании труб, так как возможность поломки в этом случае возрастает.
Опиливание металла








