 2020-08-05
2020-08-05 338
338Дистанционное обучение в группе СВ-3
По учебной практике
на 21, 22 мая 2020 года.
Тема 2. Подготовка кромок под сварку ручным и механическим способом. Разделка кромок под сварку.
План урока: 1. Назначение разделки кромок под сварку.
2. Подготовка заготовок под разделку.
3. Формы скосов кромок.
4. Разделка кромок под сварку труб.
5. Операционная карта при разделке кромок под сварку стыковых сварных соединений.
Цель урока: обучиться безопасно и верно выбирать методы подготовки металла под сварку.
Оснащение рабочего места.
Пост газовой (пламенной) резки, тиски слесарные, тиски машинные, слесарные молотки, зубила, драчевые и индивидуальные напильники, ножовки по металлу, кернеры, чертилки, линейки, универсальные шаблоны сварщика (УШС) для измерения углов скоса кромок, штангенциркули, раствор мела, кисточка, очки с бесцветными стеклами, железная щетка, металлические заготовки (180×60×6), вырезанные на гильотинных ножницах и газовой резкой, образцы с недостатками сварки.
1. Назначение разделки кромок под сварку
Надежность сварного шва зависит от глубины провара металла. При монтаже деталей с толщиной стенки более 3 мм необходимо предварительное оформление краев – разделка кромок под сварку. Когда кромки скошенные, формируется глубокая ванна расплава, образуется надежный диффузный слой.
Процессом разделки кромок под сварку подразумевается изменение геометрии стыка, его увеличивают с одной стороны или двух сторон. Разделку выполняют с целью упрочнения соединения толстостенных деталей, проварить встык на всю глубину невозможно. Появляется доступ к центральной части шва, увеличивается размер ванны расплава.
2. Подготовка заготовок под разделку.
 Торцевые поверхности защищают, убирают:
- загрязнения, снижающие качество соединений;
- оксидную тугоплавкую пленку;
- следы ржавчины;
- пятна маслянистых жидкостей, они приводят к браку.
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачную бумагу;
- с использованием механизации:
а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке;
б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование;
в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами:
а) газовым резаком (газовая завершается ручной доводкой);
б) плазмотроном, (плазменная обрезка кромок самая точная).
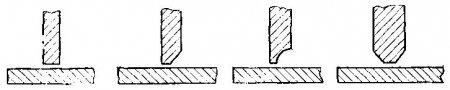
Подготовка кромок бывает трех видов:
- без разделки: поверхности хорошо зачищают, укладывают на определенном расстоянии;
- с разделкой: снимают фаски с одной или двух сторон, с одной детали или обеих, или делают угловой скос граней;
- с отбортовкой: сглаживают острые края.
3. Формы скосов кромок
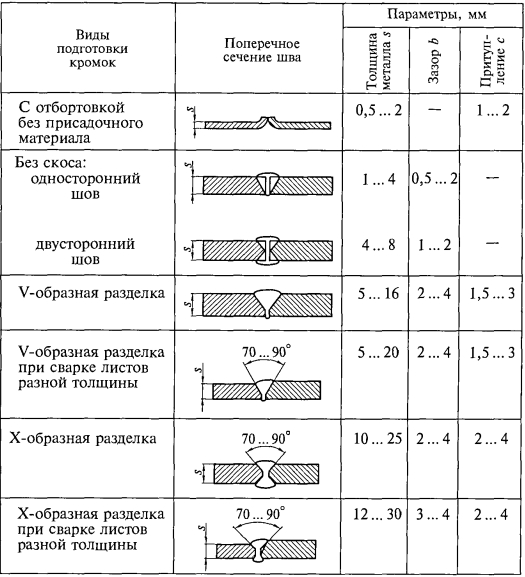
Форма подготовленных кромок под сварку для стыковых соединений
Торцевые поверхности защищают, убирают:
- загрязнения, снижающие качество соединений;
- оксидную тугоплавкую пленку;
- следы ржавчины;
- пятна маслянистых жидкостей, они приводят к браку.
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачную бумагу;
- с использованием механизации:
а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке;
б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование;
в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами:
а) газовым резаком (газовая завершается ручной доводкой);
б) плазмотроном, (плазменная обрезка кромок самая точная).
Подготовка кромок бывает трех видов:
- без разделки: поверхности хорошо зачищают, укладывают на определенном расстоянии;
- с разделкой: снимают фаски с одной или двух сторон, с одной детали или обеих, или делают угловой скос граней;
- с отбортовкой: сглаживают острые края.
3. Формы скосов кромок
Форма подготовленных кромок под сварку для стыковых соединений
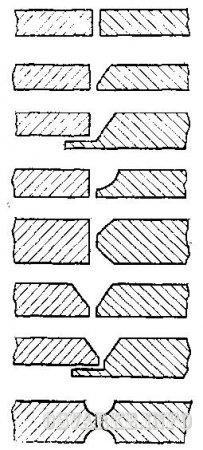 V-образная
V-образная
 V-образный скос
Самая популярная разделка, практикуется для всех видов сварки, пластин толще 3–5 мм. Заключается в симметричном скосе краев у одной и другой заготовки. Используются все существующие виды обработки.
X-образная
V-образный скос
Самая популярная разделка, практикуется для всех видов сварки, пластин толще 3–5 мм. Заключается в симметричном скосе краев у одной и другой заготовки. Используются все существующие виды обработки.
X-образная
 X-образный скос
Такая разделка толстых пластин проводится при двухстороннем соединении. По сути – это два встречных V-образных соединения, металл проваривается на всю глубину. Образуется шов, способный работать под нагрузкой. Шов наплавляется слоями, валики образуются широкими.
Рекомендованный угол скоса – 45 или 60° в зависимости от физических свойств заготовок. Для вязких нужен большой скос, текучие варят с наименьшим углом скоса.
Х- и К-образные скосы делают на заготовках толщиной от 12 до 40 мм. При ручной сварке стальных заготовок плавящимися электродами скашивают кромки свыше 5 мм, при односторонней или симметричной разделке совокупный угол должен быть не менее 60°, но не более 80°. Наклон влияет на прочность шва.
U-образная
X-образный скос
Такая разделка толстых пластин проводится при двухстороннем соединении. По сути – это два встречных V-образных соединения, металл проваривается на всю глубину. Образуется шов, способный работать под нагрузкой. Шов наплавляется слоями, валики образуются широкими.
Рекомендованный угол скоса – 45 или 60° в зависимости от физических свойств заготовок. Для вязких нужен большой скос, текучие варят с наименьшим углом скоса.
Х- и К-образные скосы делают на заготовках толщиной от 12 до 40 мм. При ручной сварке стальных заготовок плавящимися электродами скашивают кромки свыше 5 мм, при односторонней или симметричной разделке совокупный угол должен быть не менее 60°, но не более 80°. Наклон влияет на прочность шва.
U-образная
 U-образный скос
Края разделывают с одной или двух сторон. Сделать углубление правильной формы новинкам бывает сложно, для этого требуется практика. Особенностью такой разделки заготовок толщиной от 20 до 60 мм считают экономию расходных материалов, быстрый провар. При U-образном оформлении скоса образуется ровный шовный валик, зона термического влияния меньше, чем при V-образной разделке.
K-образная
U-образный скос
Края разделывают с одной или двух сторон. Сделать углубление правильной формы новинкам бывает сложно, для этого требуется практика. Особенностью такой разделки заготовок толщиной от 20 до 60 мм считают экономию расходных материалов, быстрый провар. При U-образном оформлении скоса образуется ровный шовный валик, зона термического влияния меньше, чем при V-образной разделке.
K-образная
 K-образный скос
Этот способ оформления краев толстостенных деталей схож с Х-образной разделкой. К-образная предусматривает скос кромок только одной из заготовок, метод применяется при двухсторонней сварке. Нужно учитывать, что деталь со скошенными гранями прогревается сильнее.
Форма подготовленных кромок под сварку для угловых соединений
K-образный скос
Этот способ оформления краев толстостенных деталей схож с Х-образной разделкой. К-образная предусматривает скос кромок только одной из заготовок, метод применяется при двухсторонней сварке. Нужно учитывать, что деталь со скошенными гранями прогревается сильнее.
Форма подготовленных кромок под сварку для угловых соединений
 Форма подготовленных кромок под сварку для тавровых соединений
Форма подготовленных кромок под сварку для тавровых соединений
 Форма подготовленных кромок под сварку для нахлесточных соединений
Форма подготовленных кромок под сварку для нахлесточных соединений
 Односторонняя применяется для стыковых и угловых швов (V или U), двухсторонняя при стыковой, когда заготовки проваривают снизу и сверху (K или X).
Угол скоса кромок под сварку зависит от вида сварочного оборудования:
- для газовой рекомендуемый угол наклона в пределах 45°;
- электродуговой – 30-35°.
Притупление краев делается на высоту от 1 до 3 мм.
4. Разделка кромок под сварку труб.
Вид подготовки краев зависит от расположения свариваемых деталей, типа сварного соединения.
Трубы соединяют:
· стыковкой с соблюдением соосности свариваемых деталей;
под определенным углом;
внахлест, если меняется диаметр трубопровода или приваривается фланец.
Подготовка кромок труб под сварку
Односторонняя применяется для стыковых и угловых швов (V или U), двухсторонняя при стыковой, когда заготовки проваривают снизу и сверху (K или X).
Угол скоса кромок под сварку зависит от вида сварочного оборудования:
- для газовой рекомендуемый угол наклона в пределах 45°;
- электродуговой – 30-35°.
Притупление краев делается на высоту от 1 до 3 мм.
4. Разделка кромок под сварку труб.
Вид подготовки краев зависит от расположения свариваемых деталей, типа сварного соединения.
Трубы соединяют:
· стыковкой с соблюдением соосности свариваемых деталей;
под определенным углом;
внахлест, если меняется диаметр трубопровода или приваривается фланец.
Подготовка кромок труб под сварку
 При монтаже трубы соединяют между собой и арматурными элементами – важными частями трубопроводов (врезают заглушки, отводы, фитинги, уголки, краны, приборы учета и др.).
Отводы приваривают встык со скосом одной или двух кромок с наклоном 45° к оси трубы. Угловые швы варят без снятия фаски. Отводной штуцер присоединяют внахлест или угловым швом, предусмотрена односторонняя подготовка кромок.
При сварке труб угол раскрытия 60 –70°, размер притупления 2–2,5 мм, величина зазора 2–3 мм.
Зная особенности подготовки кромок, можно получать надежные стыковые, угловые соединения, сваривать металл внахлест. При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва. Особенно важно правильно подготовить заготовки из сильно текучих и слишком вязких металлов.
5. Операционная карта при разделке кромок под сварку стыковых соединений.
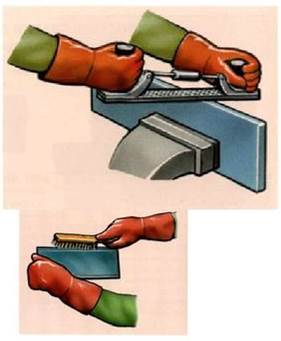
1. Очистка кромок железной щеткой.
1.1. Разместить заготовку на верстаке, либо на поверхности стола для сварки.
1.2. Очистить кромки на ширине, равной 15—20 мм, от ржавчины, масла, окалины, других загрязнений и краски.
1.3.Забрать железную щетку в правую руку, левой рукой прижать заготовку к поверхности стола и возвратно-поступательными перемещениями щетки по кромке примера очистить поверхность металла до железного блеска.
1.4. В случае, если заготовка покрыта смазкой с целью консервации, то необходимо протереть её технической салфеткой.
При монтаже трубы соединяют между собой и арматурными элементами – важными частями трубопроводов (врезают заглушки, отводы, фитинги, уголки, краны, приборы учета и др.).
Отводы приваривают встык со скосом одной или двух кромок с наклоном 45° к оси трубы. Угловые швы варят без снятия фаски. Отводной штуцер присоединяют внахлест или угловым швом, предусмотрена односторонняя подготовка кромок.
При сварке труб угол раскрытия 60 –70°, размер притупления 2–2,5 мм, величина зазора 2–3 мм.
Зная особенности подготовки кромок, можно получать надежные стыковые, угловые соединения, сваривать металл внахлест. При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва. Особенно важно правильно подготовить заготовки из сильно текучих и слишком вязких металлов.
5. Операционная карта при разделке кромок под сварку стыковых соединений.
1. Очистка кромок железной щеткой.
1.1. Разместить заготовку на верстаке, либо на поверхности стола для сварки.
1.2. Очистить кромки на ширине, равной 15—20 мм, от ржавчины, масла, окалины, других загрязнений и краски.
1.3.Забрать железную щетку в правую руку, левой рукой прижать заготовку к поверхности стола и возвратно-поступательными перемещениями щетки по кромке примера очистить поверхность металла до железного блеска.
1.4. В случае, если заготовка покрыта смазкой с целью консервации, то необходимо протереть её технической салфеткой.
 2. Очистка кромок газовым пламенем горелки.
2.1.Нагреть намеченную к очистке территорию пламенем горелки.
2.2. Удалить окалину и оставшиеся загрязнения железной щеткой.
3. Подготовка металла под сварку с отбортовкой кромок (толщина металла 0,5—2,0 мм).
3.1. Отчертить чертилкой линию, отстоящую от края пластины на 1—2 мм
3.2. Установить заготовку 180×60×6 (0,5—2) мм в губки тисков так, чтобы разметочная риска была параллельна губкам тисков и пребывала на уровне неподвижной губки.
3.3. Расположить тупозаточенное лезвие зубила на подвижной губке тисков перпендикулярно пластине и под углом к ней 70—75°.
3.4. Легкими ударами молотка по бойку зубила подогнуть кромку в сторону неподвижной губки тисков, после этого передвинуть пластину и подогнуть оставшуюся часть. Положить зубило.
3.5. Легкими ударами молотка по подогнутым кромкам загнуть их под угол 90°. Извлечь заготовку из тисков.
3.6. Проверить размеры отбортованной кромки штангенциркулем. Высота отбортовки должна быть равна 1—2 мм.
4. Подготовка кромок под сварку одностороннего и двустороннего стыкового соединения без скоса кромок.
4.1. Очистить кромки пластин 180×60×6 (1—4) мм от загрязнений.
4.2. Проверить перпендикулярность торцевых поверхностей по длине пластины. При необходимости опилить торцы напильником под углом 90° к поверхности.
4.3. Собрать две пластины встык с равномерным зазором на всей протяженности в пределах 0,5—2,0 мм и прихватить газовой сваркой на расстоянии 10 мм от краев пластины.
4.4. Очистить кромки пластин 180×60×6 (4—8) мм.
4.5. Проверить перпендикулярность торцов пластин по длине. При необходимости опилить под 90° к поверхности.
4.6. Собрать стык с равномерным зазором на всей протяженности в пределах 1—2 мм, применяя мерные пластинки. Выполнить прихватки газовой сваркой.
5. Подготовка пластин для сборки под сварку односторонним швом с углом раскрытия 90°.
5.1. Забрать очищенную пластину с прямолинейными гранями размером 180×60×6мм, положить на разметочную плиту.
5.2. Нанести риски на расстоянии от боковой стороны пластины с двух финишей и соединить их прямой линией.
5.3. Поставить пластину на ребро, обеспечив устойчивое ее положение либо закрепить в губках тисков. Нанести риски на расстоянии от поверхности, на которой прочерчена прямая линия. Соединить прямой линией.
5.4. Зажать и выверить заготовку в тисках так, чтобы разметочная линия была параллельна губкам тисков и по уровню выше их на 10—15 мм.
5.5. Снять зубилом фаску (скос) на всей протяженности заготовки.
6.6. Проверить угол скоса кромки (45°) по шаблону и величину притупления кромок (2 мм). Отклонение от прямолинейности ±0,5 мм.
6. Подготовка пластины (150×100×12 мм) для сборки под сварку двусторонним швом.
6.1. Забрать пластину и установить в тиски на ребро долгой стороной. Нанести минимум четыре риски на поверхности ребра на расстоянии от поверхности. Соединить их прямыми линиями.
6.2. Совершить прямые линии на боковых гранях.
6.3. Установить и выверить заготовку в тисках по линии разметки. Снять зубилом фаску на всей протяженности заготовки.
6.4. Высвободить пластину из губок тисков, развернуть ее на 180°, зажать и снять вторую фаску, что разрешит возможность получить углы скоса по 45°.
6.5. Проверить угол скоса (45° с каждой стороны) и величину притупления (2 мм).
7. Подготовка пластин под стыковое V-и Х-образное соединение с углом раскрытия 60—70°, размеры образцов 150×60×15—16) мм.
7.1.Разметка под V-образное соединение.
7.1.1. Очистить кромки.
7.1.2. Нанести разметочную риску на расстоянии 1,5 мм от края пластины
7.1.3. Выстроить угол 30—35° посредством транспортира. Совместить основание транспортира с разметочной риской. Удерживая левой рукой основание транспортира, правой рукой поворачивать широкий финиш линейки, пока указатель линейки — стрелка — не совпадет с делением заданных градусов (в пределах 30—35°).
7.1.4. Закрепить линейку шарниром с чертилкой и винтом нанести риску.
7.2.Разметка под Х-образное соединение.
7.2.1. Очистить кромки, как было рассмотрено ранее.
7.2.2. Установить пластину в губках тисков.
7.3.3. Отыскать середину пластины в двух крайних точках по длине. Поставить риски. Совершить через отысканные точки осевую линию
7.2.4. Отмерить от осевой линии в обе стороны и совершить риски.
7.2.5. Выстроить углы по 30—35° и нанести риски.
7.2.6. Высвободить пластину из тисков, положить на плоскость: перенести риски на плоскость и нанести между ними риску, перевернуть пластину и нанести риску на другой стороне.
8. Рубка кромок размеченных пластин.
8.1. Установить пластину (пластины), выверить и зажать в губках тисков так, чтобы разметочные риски на боковой (боковых) грани были параллельны губкам тисков и выше их на 10—15 мм.
8.2. Принять верное рабочее положение; установить зубило под углом 30—35° к горизонтальной плоскости и 45° к оси губок тисков.
8.3. Рубить металл, подлежащий удалению, серединой режущей кромки зубила. Снимать за один проход однообразный слой металла не более 0,5—1,0 мм, а при чистовой рубке 0,2—0,5 мм.
8.4. По окончании снятия металла с кромки (кромок) проверить угол скоса УШС (универсальный шаблон сварщика), величину притупления — штангенциркулем.
8.5. Проверить шероховатость поверхностей по окончании рубки металла, при необходимости зачистить напильником.
2. Очистка кромок газовым пламенем горелки.
2.1.Нагреть намеченную к очистке территорию пламенем горелки.
2.2. Удалить окалину и оставшиеся загрязнения железной щеткой.
3. Подготовка металла под сварку с отбортовкой кромок (толщина металла 0,5—2,0 мм).
3.1. Отчертить чертилкой линию, отстоящую от края пластины на 1—2 мм
3.2. Установить заготовку 180×60×6 (0,5—2) мм в губки тисков так, чтобы разметочная риска была параллельна губкам тисков и пребывала на уровне неподвижной губки.
3.3. Расположить тупозаточенное лезвие зубила на подвижной губке тисков перпендикулярно пластине и под углом к ней 70—75°.
3.4. Легкими ударами молотка по бойку зубила подогнуть кромку в сторону неподвижной губки тисков, после этого передвинуть пластину и подогнуть оставшуюся часть. Положить зубило.
3.5. Легкими ударами молотка по подогнутым кромкам загнуть их под угол 90°. Извлечь заготовку из тисков.
3.6. Проверить размеры отбортованной кромки штангенциркулем. Высота отбортовки должна быть равна 1—2 мм.
4. Подготовка кромок под сварку одностороннего и двустороннего стыкового соединения без скоса кромок.
4.1. Очистить кромки пластин 180×60×6 (1—4) мм от загрязнений.
4.2. Проверить перпендикулярность торцевых поверхностей по длине пластины. При необходимости опилить торцы напильником под углом 90° к поверхности.
4.3. Собрать две пластины встык с равномерным зазором на всей протяженности в пределах 0,5—2,0 мм и прихватить газовой сваркой на расстоянии 10 мм от краев пластины.
4.4. Очистить кромки пластин 180×60×6 (4—8) мм.
4.5. Проверить перпендикулярность торцов пластин по длине. При необходимости опилить под 90° к поверхности.
4.6. Собрать стык с равномерным зазором на всей протяженности в пределах 1—2 мм, применяя мерные пластинки. Выполнить прихватки газовой сваркой.
5. Подготовка пластин для сборки под сварку односторонним швом с углом раскрытия 90°.
5.1. Забрать очищенную пластину с прямолинейными гранями размером 180×60×6мм, положить на разметочную плиту.
5.2. Нанести риски на расстоянии от боковой стороны пластины с двух финишей и соединить их прямой линией.
5.3. Поставить пластину на ребро, обеспечив устойчивое ее положение либо закрепить в губках тисков. Нанести риски на расстоянии от поверхности, на которой прочерчена прямая линия. Соединить прямой линией.
5.4. Зажать и выверить заготовку в тисках так, чтобы разметочная линия была параллельна губкам тисков и по уровню выше их на 10—15 мм.
5.5. Снять зубилом фаску (скос) на всей протяженности заготовки.
6.6. Проверить угол скоса кромки (45°) по шаблону и величину притупления кромок (2 мм). Отклонение от прямолинейности ±0,5 мм.
6. Подготовка пластины (150×100×12 мм) для сборки под сварку двусторонним швом.
6.1. Забрать пластину и установить в тиски на ребро долгой стороной. Нанести минимум четыре риски на поверхности ребра на расстоянии от поверхности. Соединить их прямыми линиями.
6.2. Совершить прямые линии на боковых гранях.
6.3. Установить и выверить заготовку в тисках по линии разметки. Снять зубилом фаску на всей протяженности заготовки.
6.4. Высвободить пластину из губок тисков, развернуть ее на 180°, зажать и снять вторую фаску, что разрешит возможность получить углы скоса по 45°.
6.5. Проверить угол скоса (45° с каждой стороны) и величину притупления (2 мм).
7. Подготовка пластин под стыковое V-и Х-образное соединение с углом раскрытия 60—70°, размеры образцов 150×60×15—16) мм.
7.1.Разметка под V-образное соединение.
7.1.1. Очистить кромки.
7.1.2. Нанести разметочную риску на расстоянии 1,5 мм от края пластины
7.1.3. Выстроить угол 30—35° посредством транспортира. Совместить основание транспортира с разметочной риской. Удерживая левой рукой основание транспортира, правой рукой поворачивать широкий финиш линейки, пока указатель линейки — стрелка — не совпадет с делением заданных градусов (в пределах 30—35°).
7.1.4. Закрепить линейку шарниром с чертилкой и винтом нанести риску.
7.2.Разметка под Х-образное соединение.
7.2.1. Очистить кромки, как было рассмотрено ранее.
7.2.2. Установить пластину в губках тисков.
7.3.3. Отыскать середину пластины в двух крайних точках по длине. Поставить риски. Совершить через отысканные точки осевую линию
7.2.4. Отмерить от осевой линии в обе стороны и совершить риски.
7.2.5. Выстроить углы по 30—35° и нанести риски.
7.2.6. Высвободить пластину из тисков, положить на плоскость: перенести риски на плоскость и нанести между ними риску, перевернуть пластину и нанести риску на другой стороне.
8. Рубка кромок размеченных пластин.
8.1. Установить пластину (пластины), выверить и зажать в губках тисков так, чтобы разметочные риски на боковой (боковых) грани были параллельны губкам тисков и выше их на 10—15 мм.
8.2. Принять верное рабочее положение; установить зубило под углом 30—35° к горизонтальной плоскости и 45° к оси губок тисков.
8.3. Рубить металл, подлежащий удалению, серединой режущей кромки зубила. Снимать за один проход однообразный слой металла не более 0,5—1,0 мм, а при чистовой рубке 0,2—0,5 мм.
8.4. По окончании снятия металла с кромки (кромок) проверить угол скоса УШС (универсальный шаблон сварщика), величину притупления — штангенциркулем.
8.5. Проверить шероховатость поверхностей по окончании рубки металла, при необходимости зачистить напильником.
|
Домашнее задание: ответить на тест письменно и отправить по электронной почте zulfiadobrynina@yandex.ru








