 2020-08-05
2020-08-05 1760
1760При сварке пластин встык без подготовки кромок односторонним швом основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.
1. Возьмем подготовленные пластины и разместим их на ровной поверхности рабочего стола.
2. Собираем подготовленные под сварку пластины с определенным зазором, (в нашем случае зазор будет 1 мм). Величина зазора зависит от толщины металла и обычно составляет 1-2 мм. Наличие зазора необходимо для провара корня шва.
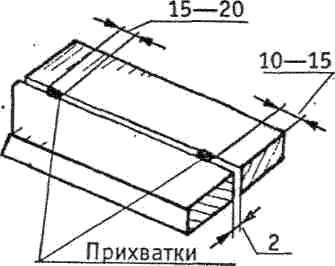
3. Берем электродержатель и закрепляем состыкованные пластины прихватками на расстоянии 10 - 15 мм от обоих концов стыка. Прихватка служит для предварительного соединения деталей при сборке. Прихватка выполняется узким швом небольшой длины (10 мм). Толщина прихватки не должна превышать 1/3 толщины свариваемого металла.
4. Затем места прихваток зачищаем проволочной щеткой. Сметаем мусор волосяной щеткой.
5. Размещаем пластины на рабочем столе в нижнее или слегка наклонное положение.
6. Производим сварку пластин встык без подготовки кромок односторонним швом. Для этого опускаем на лицо защитную маску и. придерживая рукой пластины, зажигаем дугу в верхней точке стыка, подводим электрод в начало стыка и быстро наклоняем его под углом 15 - 30° к вертикали.


7. При появлении капли расплавленного металла начинаем поступательное движение электрода в направлении сварки: Наблюдая за сваркой пластин встык, необходимо обращать внимание на равномерное расплавление обеих свариваемых кромок, внешний вид шва, хорошую заварку кратера, и в особенности на нормальную выпуклость шва, которая не должна превышать 2 – 3 мм. Необходимо также обращать внимание на постоянство зазора. Одновременно следует наблюдать за правильностью выбранных режимов, техникой веденияпроцесса.
8. Закончив процесс сварки, откладываем электродержатель, надеваем защитные очки с прозрачными стеклами. Отбиваем шлаковую корку с поверхности выполненного шва, далее производим зачистку поверхности шва проволочной щеткой.
9. Осматриваем шов и отмечаем возможные дефекты. Нормально выполненный шов должен быть мелкочешуйчатым, иметь равномерную ширину и высоту, плавные очертания.




