 2020-08-05
2020-08-05 193
193M0 – останов программы;
M1 – останов по требованию;
M2 – конец программы;
M3 – включить обороты шпинделя по часовой стрелке;
M4 – включить обороты шпинделя против часовой стрелки;
M5 – останов шпинделя;
M6 – автоматическая смена инструмента;
M8 – включить охлаждение (как правило СОЖ);
M9 – выключить охлаждение;
M19 – ориентация шпинделя;
M30 – завершение программы (как правило со сбросом всех параметров);
M98 – вызов подпрограммы;
M99 – возврат из подпрограммы в основную;
Специальные вспомогательные функции производитель станка описывает в соответствующей технической документации.
Программирование ЧПУ. Линейная интерполяция
 Управляющая программа обработки детали представляет собой траекторию движения центра фрезы. Траектория движения состоит из отдельных, соединяющихся друг с другом участков, линейных или дуговых. Точки, которые задают траекторию, называются опорными. В действительности управляющая программа – это последовательный набор опорных точек. Опорные точки могут лежать в плоскости, для их задания используется две координаты (двух координатная обработка) или в пространстве (объемная трех координатная обработка).
Управляющая программа обработки детали представляет собой траекторию движения центра фрезы. Траектория движения состоит из отдельных, соединяющихся друг с другом участков, линейных или дуговых. Точки, которые задают траекторию, называются опорными. В действительности управляющая программа – это последовательный набор опорных точек. Опорные точки могут лежать в плоскости, для их задания используется две координаты (двух координатная обработка) или в пространстве (объемная трех координатная обработка).
На практике для перемещения инструмента системе ЧПУ не достаточно только опорных точек, необходимо более детальное ее представление. Для расчета промежуточных точек и выдачи команд движения по линейным осям используется специальное вычислительное устройство - интерполятор.
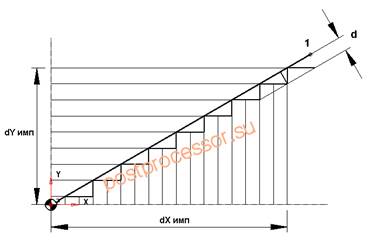
Интерполяторы делятся на линейные и круговые. Линейный интерполятор используется для отработки прямолинейного движения инструмента. На входе в интерполятор поступает информация о координатах опорных точек, на выходе для каждой координаты формируется последовательность импульсов необходимых для отработки заданной геометрии. Линейный интерполятор позволяет отрабатывать только прямолинейные движения. Однако обеспечить точное соответствие перемещения вдоль заданной прямой достаточно сложно. Итоговая траектория перемещения приближенно напоминает ломаную линию (рисунок ниже).
В процессе отработки прямой интерполятор попеременно управляет включением приводов то по оси X, то по оси Y (если прямая лежит в плоскости XY), посылая нужное количество импульсов на привода. На рисунке выше для отработки прямой на ось Y посылается один импульс, а на X - два импульса. Значение d определяет отклонение от заданной геометрии. Т.к. разрешающая способность позволяет задавать один импульс для перемещения на 0.001 мм, то итоговую ломаную кривую можно считать плавной.
Таким образом, линейный интерполятор рассчитывает необходимое количество импульсов по той или иной оси и выдает их на привода.








