 2020-08-05
2020-08-05 95
95Курсовой проект
по МДК 03.02
МДК03.02. Организация и управление службы ремонта и технического обслуживания
Оснащение средствами автоматизации технологических процессов и производств
Выполнила студентка
3 курса гр. АТП 17-1 _________________ Замбалаев Т.Б.
(подпись)
Преподаватель _________________ Черных О.А.
(подпись)
г. Улан-Удэ
2020г.
Содержание.
Общие сведения.
I. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА.
Техническое описание.
Назначение и область применения.
Принцип действия пресса.
Конструкция пресса.
Рабочая программа пресса.
Управление.
Виды прессования.
Передвижное ограждение.
Выталкиватель.
Режимы работы насоса.
Основные технические данные.
II. ПРАВИЛА ПО ТЕХНИКИ БЕЗОПАСНОСТИ.
Общие требования.
Подробные требования.
Обязанности прессовщика перед пуском пресса.
Обязанности прессовщика, выполняемые во время работы.
Обязанности прессовщика, выполняемые после окончания работы.
Защитные и предохранительные устройства.
III. РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ.
Перечень графических изображений.
Органы управления и наладки.
Шкаф управления.
Гидравлическая аппаратура.
Регулировка обезгаживания.
Регулировка величины хода цилиндра выталкивателя.
Регулировка замедления скорости.
IV. РУКОВОДСТВО ПО РЕМОНТУ.
Учет времени, отработанного прессом.
Периодичность осмотров и ремонтов.
Уход за прессом.
Периодические осмотры.
Текущий и средний ремонт
Порядок демонтажа и монтажа узлов.
Насос.
Гидравлическая аппаратура
Цилиндры и столы.
Модернизация.
Общие сведения.
Пресс PH-M100h является гидравлическим прессом, который предназначен для прессования изделий из термореактивных пластмасс.
Символ PH-M100h обозначает:
Р – пресс,
Н – гидравлический,
М – для пластмассовых изделий,
100 – усилие 63 тс,
h – обозначает конструктивного исполнения.
Перед сдачей пресса в эксплуатацию с настоящей ТЭД обязаны ознакомиться следующие лица:
- технолог,
- прессовщик,
- начальник ремонтной службы,
- начальник цеха.
Для обеспечения эффективного использования пресса, продления срока службы, снижению эксплуатационных издержек и достижения оптимальных экономических результатов, во время прессования, следует:
- строго соблюдать правила по технике безопасности, поместить вблизи пресса, в хорошо осветленном и легко доступном месте, инструкцию по обслуживанию и смазке, а также – правила по технике безопасности;
- строго соблюдать требования и указания настоящей ТЭД в части касающейся эксплуатации, обслуживания и ухода, содержать пресс в надлежащей чистоте, ведя систематический уход, а также немедленно устранять обнаруженные неполадки и мелкие дефекты;
- доверять обслуживание пресса лишь рабочим, которые прошли соответствующей инструктаж и ознакомились надлежащим образом с настоящей ТЭД.
Завод – изготовитель не несет ответственности по гарантии за аварии, повреждения и неполадки вследствие несоблюдения правил настоящей ТЭД и по вине потребителя. В таких случаях все расходы по устранению дефектов несет потребитель.
I. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА.
ТЕХНИЧЕСКОЕ ОПИСАНИЕ.
Назначение и область применения.
Гидравлический пресс РН-М6ЗЬ предназначен для горячего прессования изделий из термореактивных пластмасс методом перештамповки или штамповки.
Применение пресса к другим работам допускается только по согласованию с заводом-изготовителем пресса. Высокая степень автоматизация регулировочных операций рабочего цикла пресса упрощает его работу и позволяет одному прессовщику обслуживать два или три пресса.
Конструктивное исполнение пресса обеспечивает максимальную безопасность труда.
Предусмотрено исполнение пресса с дополнительным предохранением в случае повреждения главного цилиндра.
Принцип действия пресса.
Конструкция пресса.
Пресс РН-М6ЗЬ является закрытым прессом с верхним расположением поршня и отдельным приводом. В целом пресс представляет собой компактную конструкцию, содержащую в себе рабочие, приводные, узлы и устройства управления,
Пресс состоит из двух основных узлов:
- основного пресса
- шкафа гидравлической аппаратуры.
Станина пресса сварной конструкции из стальных листов. Посередине несущей конструкции, в пролете, помещаются: неподвижный нижний стол и подвижный верхний стол /ползун/, приводи-мый установленным над ним главным цилиндром, Под нижним столом находится нижний цилиндр, который во время работы пресса имеет двоякое назначение: один раз служит в качестве трансферного плунжера и другой раз - в качестве гидравлического выталкивателя, Оба цилиндра являются дифференциальными цилиндрами.
Поршневые штоки уплотняются резиновыми козырьковыми кольцами. Поршень нижнего цилиндра снабжается механизмом регулировки величины хода. Доступ к рабочему пространству защищен спереди передвижным ограждением, а сзади неподвижным ограждением. Во время работы пресса ограждения должны быть закрыты.
С левой стороны станины пресса расположен главный электрошкаф.
Шкаф гидроаппаратуры установлен оправа собственно пресса и неразъёмно соединен со станиной.
Нижняя часть шкафа используется в качестве маслобака, в котором помещается двухступенчатый насос и радиатор масла.
В верхней части этого шкафа расположена гидравлическая аппаратура, фильтр масла и гидроаккумулятор.
Гидравлические трубопровода, предназначенные для соединений шкафа гидравлической аппаратуры и соединения с прессом – разъемные.
Передние дверцы шкафа гидравлической аппаратуры служат одновременно в качестве несущей конструкции шкафа управления, в котором находятся:
- пульт управления с кнопками.
- программные переключатели.
- реле времени.
- терморегуляторы.
Между шкафом управления и передвижным ограждением находится ручка, управляющая распределителем ограждения, которая одновременно является кнопкой для включения полуавтоматического цикле.
Рабочая программа пресса.
Неполадка требуемой рабочей программы осуществляется с помощью переключателей, расположенных на пульте шкафа управления,
Пресс снабжен шестью переключателями, с помощью которых можно выбрать:
1 - режимы управления.
2 - режим прессования.
3 - решим работы ограждения.
4 - режим работы выталкивателя.
5 - режимы работы насоса.
6 - режимы работы нагревателей прессформы и перештамповочной камеры.
Управление.
С помощью переключателя режима управления можно выбрать один из следующих видов управления:
- управление отключено
В этом положении переключателя возможно только нагревание прессформ находка.
При установке переключателя на этот режим управления пресс может работать при открытом переднем ограждении. При этом режиме управления, каждая включенная фаза хода длится до тех пор, пока нажата кнопка управления.
Отпускание кнопки вызывает переналадку пресса на "стоп". Этот режим управления предусматривается для соответствующего и точного закрепления прессформы и настройки на требуемые параметры.
- ручное управление
При наладке на этот режим управления, после нажатия на соответствующую кнопку управления, каждое движение /каждая из фаз/ длится до момента его окончания.
Условием выполнения движений /кроме движений раскрытия пресса/ является закрытие переднего передвижного ограждения.
Это управление предусмотрено в основном для надлежащей наладки рабочего цикла и проверки заданного технологического режима прессования.
- полуавтоматическое управление.
Полуавтоматический цикл можно включить только при исходном положении пресса, т.е. когда:
- передвижной стол находится в верхнем положении.
- трансферный плунжер /выталкиватель, находится в нижем положении.
- передвижное ограждение находится в верхнем положении /открыто/
При наладке на этот режим управления, переключатель 23 следует установить в четвертое положение.
Операции цикла осуществляются автоматически в соответствии с наладкой, выполненной с помощью остальных переключателей.
Полуавтоматическое управление применяется при нормальной эксплуатации пресса.
Виды прессования.
С помощью переключателя 2 /поз. 24/ можно выбрать один из пяти
видов прессования:
- прессование методом штамповки без обезгаживания.
- прессование методом штамповки с однократным обезгаживанием.
- прессование методом штамповки с двухкратным обезгаживанием.
- прессование методом штамповки с трехкратным обезгажизанием.
- прессование трансферно-плунжерным методом перештамповки.
Ход программ прессования методом штамповки представлено графически на рис. 1. 1.
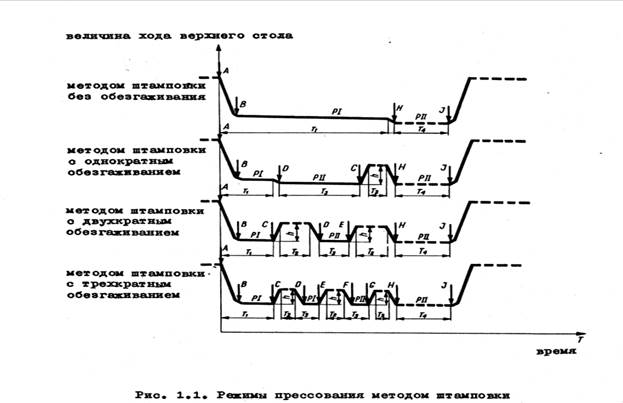
Пояснения к рис. 1.1:
движение, управляемое автоматически - пауза
А - закрытие ограждения, деблокировка и начало движения верхнего стола из верхнего крайнего положения
B - начало подпрессовки 1 /пластификация/
C - начало первого обезгаживания.
D - начало первой допрессовки.
E - начало второго обезгаживания.
F - начало второй допрессовки.
G - начало третьего обезгаживания.
- начало упрочнения
- конец упрочнения, начало открытия пресса.
РI - давление в главном цилиндре во время подпрессовки.
PII - девление в главном цилиндре во время упрочнения
T1: - время подпрессовки
T2 - время обезгаживания
T3 - время допрессовки
T4 - время упрочнения
h- величина хода при обезгаживания

A - закрытие ограждения, деблокировка и начало движения верхнего стола из верхнего крайнего положения.
B - начало перештамповки.
C - окончание перештамповки, начало упрочнения
D - декомпрессия нижнего серводвигателя, окончание упрочнения,
начало раскрытия пресса.
РII- давление в главном цилиндре.
P - давление в нижнем цилиндре.
Ppr – давление в нижнем цилиндре.
T1 - время перештамповки.
T4 - время упрочнения.








