 2020-08-05
2020-08-05 92
92· Сборка интегральных схем и микросборок
o Подготовка компонентов к монтажу
o Установка компонентов на ПП
— Сборка интегральных схем и микросборок
· Подготовка компонентов к монтажу (Лекция 15 PDF)
Перед установкой поверхностно монтируемых компонентов на контактные площадки ПП трафаретной печатью наносят паяльную пасту, представляющую собой 15 мелкодисперсную смесь порошка припоя и связки, состоящей из флюса, растворителей и прочих ингредиентов. Так как паяльная паста сравнительно вязкая и отдельные частицы припоя могут иметь значительные размеры (порядка 150 мкм), то вместо сетчатых применяют трафареты в виде металлических листов, отверстия в которых получают лазером или фотолитографией. Компоненты устанавливают выводами на пасту, сушка которой обеспечивает их фиксацию. Иногда установку некоторых компонентов (обычно пассивных) производят на клей (например, на эпоксидной основе), наносимый под основание корпуса. В некоторых случаях установку на клей применяют как дополнение к фиксации на паяльной пасте (для улучшения крепления).
· Установка компонентов на ПП
Операция установки компонентов на ПП состоит из следующих переходов: выбор компонента; определение места его установки; перенос или подача компонента к месту установки; ориентация компонента относительно посадочного места; установка компонента. Компоненты со штыревыми выводами фиксируют на ПП путем подгибкой или за счет зиг-формовки.
Установка компонентов может выполняться в ручном режиме (если все переходы выполняются вручную), автоматизированно (если автоматически выполняются отдельные переходы) и автоматически. Ручную установку компонентов с осевыми выводами и их пайку, как правило, выполняют на одном рабочем месте. Для автоматизированной установки компонентов широко применяются светомонтажные столы
Корпуса компонентов для поверхностного монтажа более приспособлены для автоматической установки (меньшее количество типоразмеров, отсутствие вариантов формовки выводов, установка на поверхность может производиться с меньшей 14 точностью, чем в отверстия и т.д.)
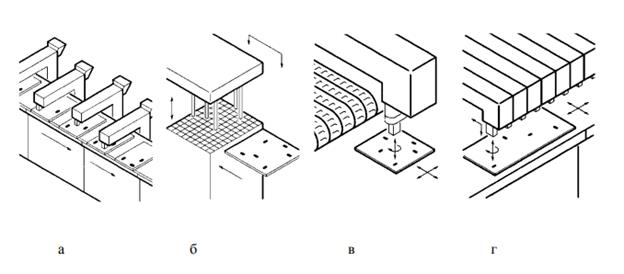
Схемы автоматов для установки поверхностно монтируемых компонентов: с линейным (а), одновременным (б), с последовательным (в) и последовательноодновременным размещением
· Линейные автоматы (а) имеют блок фиксированных монтажных головок, устанавливающих компоненты (каждая головка устанавливает «свой» компонент) на ПП, перемещаемые двухкоординатным столом.
· Автоматы параллельного типа (б) также имеют блок фиксированных головок, позволяющих осуществлять установку всех элементов на плату одновременно.
· Автоматы последовательного действия (в) имеют простую подвижную монтажную головку, с помощью которой компоненты устанавливают последовательно, друг за другом. Автоматы обладают высокой универсальностью, способны монтировать все типы компонентов, но имеют низкую производительность.
Автоматы последовательно-параллельного типа (г) представляют собой комбинацию двух систем — параллельной и последовательной, обеспечивающую групповую установку компонентов на подвижную ПП с высокой производительностью (до 0,2 секунды на компонент).








