 2020-08-05
2020-08-05 315
315ГЛАВА VII
ПЛАВКА КАТОДНОГО ЦИНКА
Получаемый при электролизе катодный цинк переплавляют в чушки и блоки определенной формы и массы согласно требованиям ГОСТа. Эта операция является необходимой, так как листы катодного цинка неудобны для транспортировки и потребления в различных отраслях промышленности. Кроме того, при плавке катодного цинка у потребителей будет получаться значительный угар этого металла, так как расплавление его производится в неприспособленных для этой цели печах.
Действующий в настоящее время ГОСТ 3640-79 предусматривает выпуск цинка в виде чушек и блоков различной формы, размеров и массы. Цинк марки ЦВ00 изготовляют в виде чушек массой 4-5 кг и 8-10 кг. Форма и размеры этих чушек показаны на рис. 87, а. Цинк марки ЦВО, ЦВ1, ЦБ, ЦОА, Ц0, НДС, Ц2, Ц2С, ЦЗ, ЦЗС выпускают в виде чушек массой 19—25 кг или в виде блоков массой до 1 т (допускаемые отклонения по массе блоков ±3%), приспособленных для механизированной погрузки и разгрузки.
Форма и размеры их показаны па рис. 87,6, в, г. При формировании штабеля допускается применять в качестве поддонных чушки, показанные на рис. 87,(5. ГОСТ требует, чтобы поверхность чушек была чистой, без заусенцев и посторонних включений, а отклонения по размерам и массе чушек и блоков не превышали ±З%.
Для получения требуемых ГОСТом чушек и блоков катодный цинк переплавляют в печах с добавкой флюса - хлористого аммония - и разливают в изложницы.
Расход хлористого аммония составляет 0,5-0,6% от массы чушкового металла. Роль хлористого аммония заключается в растворении пленки окислов на металлических корольках цинка, что способствует их слиянию с ванной металла и снижает дроссообразование при перелавке. В переплавку должны направляться только cсухие листы катодного цинка без остатка электролита. В противном случае в печи получаются «хлопки» и создастся опасность выброса части металла из печи.
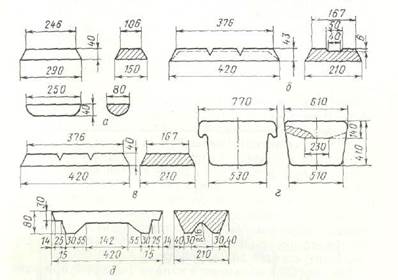
Рис. 87. Формы чушек цинка (а-в), блоков цинка (г) и взаимозамыкаемых чушек (д), ГОСТ 3640-79
Конструкция электропечей для плавки цинка
Ранее переплавку катодного цинка вели в пламенных отражательных печах, отапливаемых мазутом или газом. При этом много цинка переходило в дроссы - смесь окиси цинка с металлическими корольками. Печь было тяжело обслуживать, особенно при съеме дроссов, а частые ремонты загрузочной коробки и свода печи, большой расход топлива и огнеупоров приводили к удорожанию себестоимости передела.
По этим причинам в настоящее время в мировой практике для переплавки катодного цинка повсеместно применяют низкочастотные индукционные электропечи Плавка катодного цинка в электропечах лишена указанных недостатков. Электропечи легко обслуживаются, температура в них достаточно быстро и хорошо регулируется, а срок их службы намного превышает продолжительность кампании отражательных печей. Принцип работы низкочастотных индукционных электропечей заключается в нагреве замкнутого цинкового контура, являющегося вторичной обмоткой, индуктируемым электрическим током большой силы и низкого напряжения.
Конструкция электропечи показана на рис 88. Основной элемент электрической индукционной печи - печной трансформатор или индуктор, состоящий из катушки (первичной обмотки), железного сердечника и кольцевого канала. Катушку изготовляют из медного проката прямоугольной формы (40 или 80 витков в зависимости от подаваемого на нее напряжения). Витки изолируют между собой и скрепляют болтами. Внутри катушки и по сторонам кольцевого канала расположены железные сердечники, собранные из тонколистового высококачественного трансформаторного железа. Замкнутый контур сердечника пересекает кольцевой канал.
Для создания кольцевого канала (который при работе печи заполнен расплавленным цинком) в печном трансформаторе применяют специальную набивку из огнеупорной массы и цинковый шаблон. Между катушкой и кольцевым каналом укреплен медный цилиндр, разрезанный на две части. Обладая антимагнитными свойствами медный цилиндр улучшает охлаждение воздухом тонкой огнеупорной стенки, отделяющей катушку от кольцевого капала, и предохраняет ее от механического повреждения.
Печной трансформатор в принципе подобен понизительному сетевому трансформатору. Первичной обмоткой является медная катушка, а вторичной служит расплавленный цинк в кольцевом канале. При подаче напряжения на первичную обмотку во вторичной т е в кольце из жидкого цинка, индуцируется ток, по силе превышающий первичный в 40 или 80 раз (по числу витков в катушке), но с напряжением, во столько же раз меньшим.
При возникновении тока в цинковом кольце металл перегревается до 800-850° С и в силу разности температур в ванне печи и в канале выталкивается из канала в печь. На его место поступает цинк из ванны печи с более низкой температурой. В результате между кольцевым каналом и ванной печи устанавливается постоянная циркуляция расплавленного металла с обменом тепла. Обычно электропечь оборудуют тремя или шестью печными трансформаторами, часть из них сдваивают.
Корпус печи представляет собой прочную сварную конструкцию из стальных листов толщиной 10-12 мм, снабженную ребрами жесткости. Внешние размеры корпуса 100 т электропечи: длина 3720 мм, ширина 1940 мм, высота 2270 мм. Сварные швы корпуса испытывают на герметичность. Во избежание прорыва расплавленного цинка через корпус внутреннюю поверхность последнего оклеивают листовым асбестом на жидком стекле.
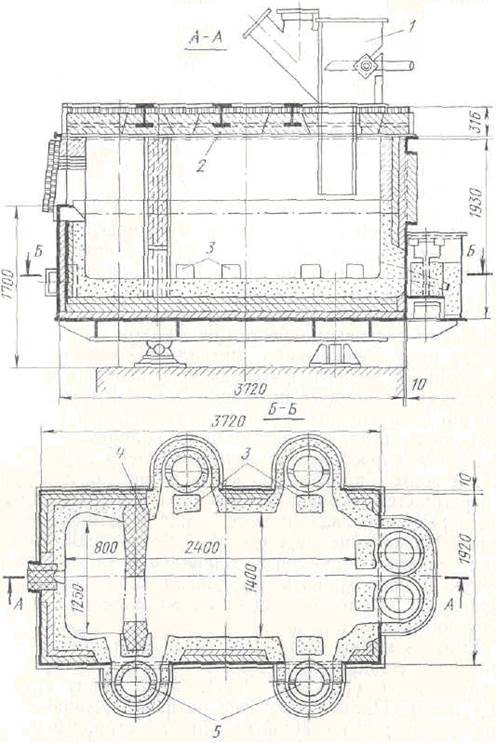
Рис. 88. Электропечь для плавки катодного цинка:
1 - загрузочная коробка; 2 - свод электропечи; 3 - каналы, соединяющие индукторы с ванной печи; 4 - перегородка, отделяющая зумпф ос плавильной части печи; 5 - индукторы
Сверху корпус печи перекрывают металлической крышкой из швеллерного железа, футерованного огнеупорными материалами. В корпусе на уровне ванны имеются отверстия по числу печных трансформаторов, а в крышке - окно, куда вставляют загрузочную коробку.
Рабочее пространство печи разделено перегородкой на две зоны - плавильную и разгрузочную, или зумпф. В перегородке устраивают окно ниже поверхности ванны для перетока расплавленного цинка в зумпфовое отделение. Назначение перегородки - предотвращать попадание цинковых дроссов из плавильной части в разгрузочную и предохранять обслуживающий персонал от возможных выплесков или брызг металла при загрузке катодного цинка в печь.
Емкость ванны составляет 20-25 т, глубина 750 мм, производительность 100-120 т/сут. Печи большей производительности (180-200 т/сут) имеют ванну емкостью 40 т цинка. Плавильную зону печи обслуживают через рабочую дверцу на одной из длинных сторон печи. Разгрузочное отделение также имеет окно с раздвижными дверцами. К кожуху печи приварены шесть корпусов трансформаторов. Последние, кроме того, опираются еще не специальные консоли.
Наиболее ответственной частью электропечи, которая определяет надежность в эксплуатации и продолжительность работы агрегата между ремонтами, является огнеупорная футеровка, Толщина ее в рабочем пространстве печи равна 200 мм. Особенно подвержена разрушениям футеровка в зоне плавильного канала, где толщина ее наименьшая (55 мм), а температура расплавленного цинка максимальная. Огнеупорную футеровку делают из набивной массы, состоящей обычно из 70% обожженной огнеупорной глины, 20% пластичной жирной глины и 10% каолина.
Важное значение имеет гранулометрический состав набивной массы. Через сито с размерами ячейки 0,7 мм должно проходить 80% зерен. Готовят набивную массу за два-три дня до производства футеровочных работ. Для этого сухую смесь футеровочных компонентов смешивают с раствором сульфитного щелока (1%), который играет роль связующего. Предварительная подготовка набивной массы необходима для того, чтобы в процессе вылеживания она приобрела необходимые пластические свойства.
Высокое качество и стойкость футеровки получают при набивке ее за один прием, т.е. футеровочные работы ведут без перерыва, так как при прекращении работ даже на относительно небольшой срок сцепление нового слоя массы с прежним ухудшается. Набивку производят с помощью пневматических трамбовок и разборной металлической опалубки. Давление сжатого воздуха на трамбовках составляет 0,5-0,6 МПа. При набивке в печные трансформаторы закладывают цинковые шаблоны, отлитые по форме будущего канала.
Надежность готовой футеровки в значительной мере зависит от правильного режима сушки и разогрева печи. Небольшая трещина в футеровке в зоне плавильного канала, появившаяся при сушке, может привести к внеплановой остановке печи на ремонт. График сушки и разогрева электропечи, проверенный неоднократно на практике, приведен на рис. 89. Хорошо выполненная и правильно разогретая и просушенная футеровка электропечи обеспечивает ее кампанию в течение 4-5 лет. Иногда в целях экономии времени на футеровочные работы часть футеровки делают из огнеупорного кирпича, сцепление которого с набивной массой недостаточно прочное. Вследствие этого печь быстрее выходит из строя и затраты на ремонт увеличиваются.
На болгарских цинковых заводах применяется разработанный специалистами ГДР новый метод приготовления набивной массы для электропечей с использованием в качестве связующего ортофосфорной кислоты. В результате срок сушки печи после ремонта сократился с 20-30 до 4-5 дней, прочность футеровки повысилась.
Каждая электропечь обязательно имеет регулировочный трансформатор и щит управления для плавного изменения напряжения и силы тока на печных трансформаторах. В промышленности применяют электропечи с напряжением в первичной печной обмотке трансформаторов 220, 380 или 500 В. Мощность колеблется в больших пределах - от 200 до 1000 кВ·Д.
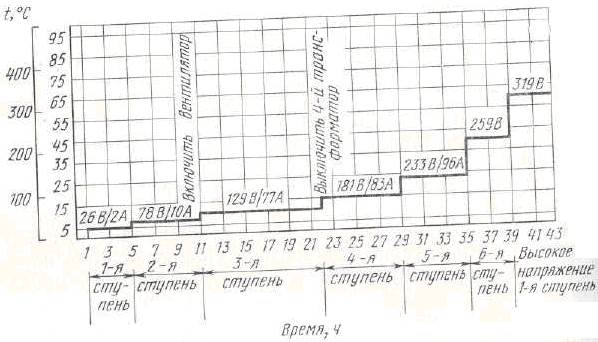
Рис. 89. График сушки и разогрева электропечи для плавки катодного цинка
На отечественных цинковых заводах работает несколько типов электропечей с емкостью ванн от 20 до 40 т. Индукционная шестиканальная печь ИЦ-20 имеет емкость ванны 20 т. Производительность печи 100-120 т/сут. Печь имеет три регулировочных трансформатора мощностью 100 кВ·А каждый, с 9 ступенями напряжения. На печные трансформаторы подается рабочее напряжение 380 В. Для охлаждения печных трансформаторов установлено два вентилятора производительностью 9000 м3/ч. Удельный расход электроэнергии на плавку цинка составляет 120 кВт·ч/т. Печь ИЦ (ИЦК)-40 имеет емкость ванны 40 т и суточную производительность 200 т. В остальном параметры аналогичны параметрам печи ИЦ-20.








