 2020-08-05
2020-08-05 285
285Токарно-винторезный станок 1А62 является одной из лучших разработок станкостроительного завода "Красный Пролетарий", пришел на смену модели 1Д62М и массово выпускался для нужд отечественной промышленности. Этот станок позволяет осуществлять большой спектр технологических операций, связанных с механической обработкой цилиндрических или конических заготовок, а также их осевое сверление и нарезание метрической, дюймовой, питчевой и диаметральной резьб. Станок 1А62 нашел применение в ремонтных мастерских и механических участках предприятий самого различного рода деятельности: машиностроения, металлообработки, строительства, пищевой промышленности, сельского хозяйства и др..
Оборудование оснащено всеми необходимыми электрическими и механическими блокировками для безопасной эксплуатации на производстве.
Общее описание. На рис. показан токарно-винторезный станок модели IA62 завода «Красный пролетарий». На левом конце станины 28 станка находится передняя бабка 5. В подшипниках бабки вращается шпиндель (главный вал — на рисунке не показан), на правый конец которого навертывается патрон 7 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в которое может быть вставлен центр, также используемый для установки и закрепления детали.
Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от электромотора, установленного на отдельном фундаменте сзади станка. Это осуществляется посредством клиноременной передачи, связывающей шкив электромотора и шкив станка (на рисунке он закрыт кожухом 1), и ряда шестерен, муфт и других деталей, составляющих коробку скоростей.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматриваемый станок имеет 24 скорости шпинделя — от 16,5 до 1200 об/мин. В числе этих скоростей имеются три совпадающих, так что практически шпиндель станка 1А62 имеет не 24 скорости, а 21 рабочую скорость. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для условий данной работы. Изменение скорости вращения шпинделя производится при помощи трех рукояток 2, 4 и 6, расположенных на стенке передней бабки.
На правом конце станины находится задняя бабка 14, в пиноли 12 которой расположен задний центр 11. Задняя бабка может быть установлена на различном расстоянии от передней. Кроме того, можно перемещать ее пинольвращениеммаховичка 15 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 20, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или, наоборот, от токаря. При среднем положении корпуса бабки 14 обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
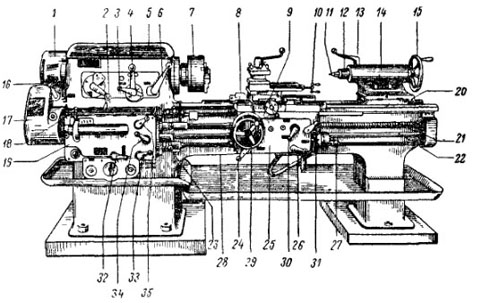

Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется, центровой линией станка. Она параллельна направляющим станины. Режущий инструмент (резец) закрепляется на суппорте 8. Суппорт состоит из нескольких частей, перемещающихся в разных направлениях. Это обеспечивает возможность осуществления подачи резца —продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная н поперечная — также и автоматическими. Продольная ручная подача происходит при вращении маховика 29, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 25 суппорта.
Поперечная ручная подача получается при вращении рукоятки 9, а подача верхней (поворотной) части суппорта — посредством рукоятки 10. Автоматические подачи резца заимствуются от ходового винта 21 или от ходового вала 22, получающих вращение с разными скоростями от коробки подач 19. Ходовой винт используется при нарезании резьб, ходовой вал — при всех остальных токарных работах. Включение подачи, заимствуемой от ходового винта, получается посредством рукоятки 34, а от ходового вала — при помощи рукояток 34 и 30. Одновременное включение подач, получаемых от ходового винта и ходового вала, привело бы к поломке станка. Поэтому у рассматриваемого станка имеется устройство (в фартуке), не допускающее такого включения. Рукояткой 31, расположенной на фартуке суппорта, производится включение и выключение разъемной гайки станка, а рукояткой 26 — подачи, заимствуемой от ходового вала. Рукоятка 24 служит для реверсирования (изменения направления вращения) ходового вала, что обусловливает изменение направления перемещения суппорта. Коробка подач 19 связана зубчатыми шестернями через гитару, расположенную под кожухом 17, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются строго согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 18, 32, 33 и 35, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых резьб, и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах. Используя сменные шестерни гитары, устройство которой рассматривается ниже, можно нарезать резьбы с нестандартным шагом. Такие же шестерни применяются при нарезании точныхрезьб. Посредством рукоятки 3 шаг нарезаемой резьбы может быть увеличен в 2, 8 или в 32 раза в зависимости от положения рукоятки 6.
Режущий инструмент
РЕЖУЩИЙ ИНСТРУМЕНТ, орудия, применяемые для разделения материала или отделения от него стружек путем резания. Рабочей частью всякого режущего инструмента является клиновидное острие, боковые грани которого и производят работу разделения частиц обрабатываемого материала. В соответствии с тремя основными типами резания вся обширная группа режущих инструментов может быть разбита на следующие три отдела: 1) разрезающего режущего инструмента 2) срезывающего режущего инструмента и 3) стружкоснимающего режущего инструмента.
Резцы
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.
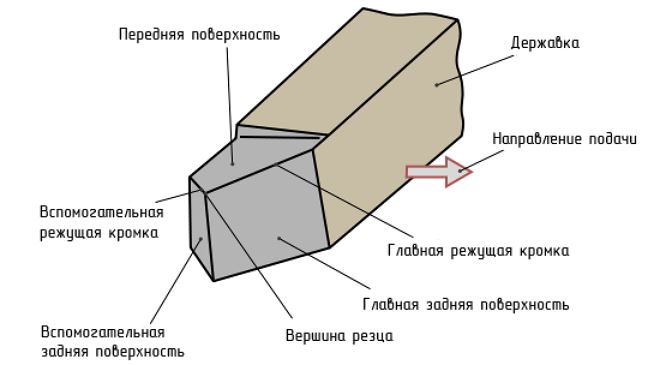
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
1. державка, при помощи которой инструмент фиксируется на станке;
2. рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
· прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
· изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
· отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
· оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
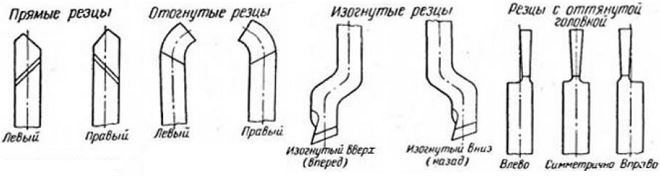
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
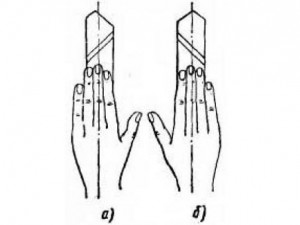
1. токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
2. правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
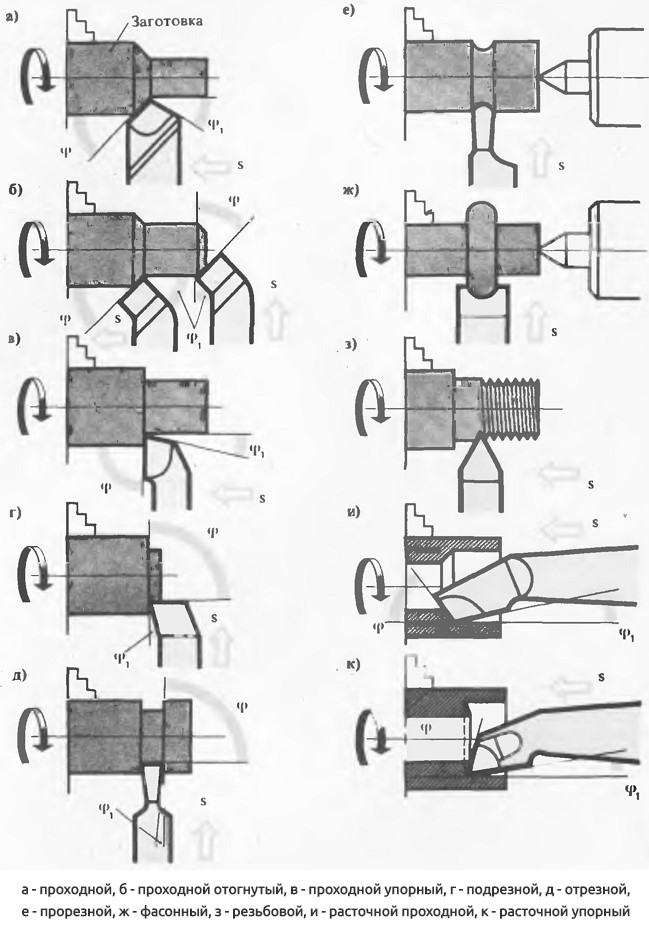
Виды токарных резцов по металлу
-Проходные прямые резцы
-Проходные отогнутые резцы
-Проходные упорные отогнутые резцы
-Подрезные отогнутые резцы
-Отрезные резцы
-Резьбонарезные резцы для наружной резьбы
-Резцы для нарезания внутренней резьбы
-Расточные резцы для обработки глухих отверстий
-Расточные резцы для обработки сквозных отверстий
Сверла
Необходимость в обработке различных изделий из металла возникает не только у профессионалов, но и у многих домашних мастеров. При выполнении такой обработки не обойтись без специальных инструментов, одним из которых является сверло по металлу. На современном рынке можно приобрести уже укомплектованные наборы, включающие в себя изделия разного диаметра и длины, или остановить свой выбор на единичном экземпляре, который соответствует требуемым геометрическим параметрам и механическим характеристикам.








