2020-08-05
2020-08-05 1020
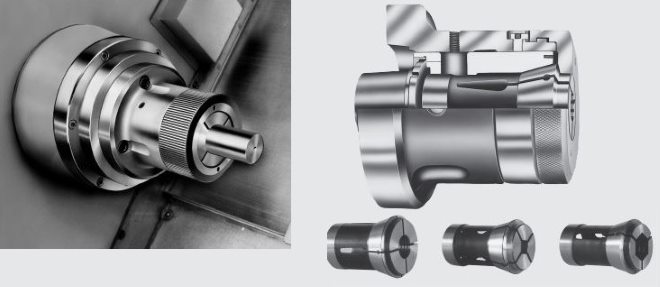
1020Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
· Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
· Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
· Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.

Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
Центры
Для установки и закрепления заготовок на токарных станках используют различные приспособления (рисунок 31).
К основным типам приспособлений относят: двух-, трёх- и четырёхкулачковые патроны, цанговые и поводковые (рисунок 31, г) патроны, центры (рисунок 31, б, в), люнеты. Патроны закрепляют на шпинделе станка, а центры устанавливают в пиноли задней бабки или в отверстие шпинделя станка.
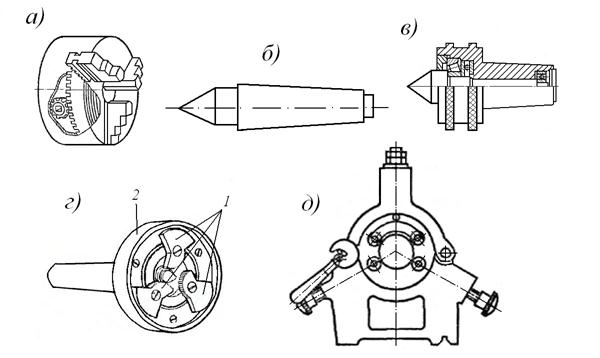
Рисунок 31. Приспособления к токарным станкам:
а) — трёхкулачковыйсамоцентрирующий патрон; б) — центр обыкновенный; в) — центр вращающийся; г) — поводковый патрон; д) — люнет неподвижный
Кулачковые патроны подразделяют на самоцентрирующие, обеспечивающие при закреплении заготовки, имеющей цилиндрическую поверхность (наружную или внутреннюю), совпадение её оси с осью центров станка, и простые, не реализующие эту функцию.
Самоцентрирующие патроны в большинстве случаев изготавливают трёхкулачковыми (рисунок 31, а). Патроны этого типа удобны в работе, так как все кулачки, закрепляющие заготовку, перемещаются по радиальным пазам к центру или от центра одновременно и синхронно друг с другом.
Простые (несамоцентрирующие) патроны изготовляют обычно четырёхкулачковыми. Каждый кулачок в них перемещается своим винтом независимо от остальных. Это позволяет устанавливать и закреплять в патронах заготовки цилиндрической и не цилиндрической форм.
При обработке на токарных станках длинных и нежёстких заготовок применяют люнеты. Люнеты подразделяют на неподвижные (рисунок 31, д), закрепляемые на станине станка, и подвижные, устанавливаемые на суппорт. Неподвижный люнет при обработке заготовки не меняет своего положения относительно станка. Подвижный люнет, используемый при продольном точении, перемещается вместе с суппортом.
Хомутики
Передачу вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка, осуществляют с помощью хомутика, который надевают на заготовку и закрепляют винтом 1, рисунок ниже - а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона. Более удобен в работе самозатягивающий хомутик, рисунок ниже - б), в котором хвостовик 2 закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик 2 наклоняют в сторону пружины 3, которая после установки хомутика предварительно затягивает заготовку хвостовиком. В процессе обработки палец-поводок 1 патрона производит окончательную затяжку заготовки хвостовиком пропорционально силе резания.
а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
Оправки
Есть ряд правил использования токарных оправок, способствующих повышению точности и чистоты обработки:
- Точность посадочного отверстия для установки державки не должна быть ниже седьмого квалитета, чистота поверхности — не хуже Ra 1,0.
- Позиционировать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки и гнезда станка должна быть максимальной. Это достигается при установке цилиндрической оправки в разрезной (цанговый) держатель.
- Для исключения деформаций и отжима инструмента в процессе резания, твердость материала, из которого изготовлена цанга держателя, не должна быть менее 43…47 HRC.
- Чем больше вылет оправки, тем надежней и точней должно быть ее закрепление. Крепить длинномерные державки с помощью поджатия винтами к V-образной или цилиндрической поверхности недопустимо. Для установки длинномерных оправок используют дополнительные опорные приспособления.
Корректность обработки заготовки зависит и от точности самого токарного оборудования. Тестирование и диагностика проводится с помощью контрольной оправки для проверки токарного станка. Она представляет собой цилиндрическую деталь, выполненную с высокой степенью точности. Контрольный образец, как правило, устанавливается в центры передней и задней бабок, затем индикатором, установленным на суппорт станка и передвигающимся вдоль оправки, определяется точность оборудования, сравнивается с допустимыми значениями, регламентированными стандартом.

Люнеты
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Установка неподвижного люнета осуществляется в несколько этапов:
1. Зафиксировать обрабатываемую деталь в центрах станка.
2. Предварительно настраивают все три кулачка прибора.
3. Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
4. Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.

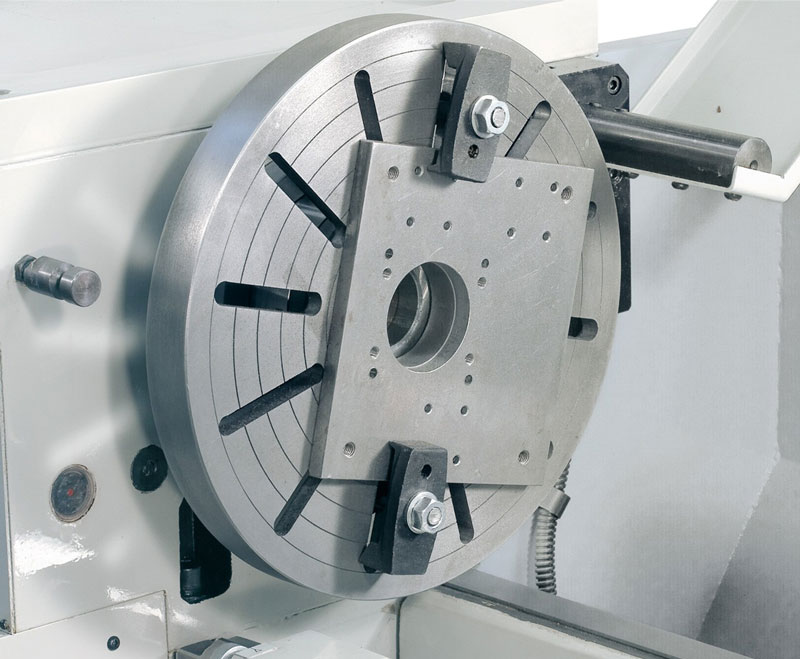
Планшайбы
Планшайба представляет собой диск (чаще всего, чугунный, но встречаются варианты, выполненные из стали), который имеет в своём центре отверстие, ступицу (диаметр её может разниться), предназначенную для насадки на шпиндель токарного станка. Как уже было сказано выше, используется данная деталь в том случае, когда необходимо закрепить деталь не простой конструкции, но неправильной формы, либо же очень большого размера. Для этой операции планшайба может быть снабжена четырьмя или же шестью (опционально) канавками в виде буквы «Т» (канавками Т-образного профиля), плюс, несколькими сквозными отверстиями. Непосредственно процедура закрепления осуществляется с помощью нескольких планок или болтов, что располагаются обычно диаметрально противоположно. Вместо болтов могут применяться и другие детали, например, упорные стойки (или так называемые «уголки»), прихваты и накладки.