2020-08-05
2020-08-05 494
494Существуют различные виды сверл по металлу, отличающиеся друг от друга конструктивными особенностями и функциональными возможностями.Сверла, предназначенные для обработки металла, состоят из следующих элементов:
· режущей части, которая и выполняет основную работу по резке металла;
· хвостовика, при помощи которого инструмент фиксируется в патроне используемого оборудования;
· рабочей поверхности, отвечающей за удаление стружки из зоны обработки.

В зависимости от своего конструктивного исполнения сверла для обработки металла подразделяются на несколько категорий:
1.плоские;
2.спиральные;
3.корончатые;
4.конусные.
Плоские
Сверла, рабочая часть которых имеет плоскую форму, также называют перовыми. Наиболее значимыми их достоинствами являются:
· нечувствительность к перекосам, которым любое сверло подвержено в процессе обработки с его помощью;
· простота конструктивного исполнения;
· невысокая цена.

Перовое сверло по металлу со сменными пластинами
Если перечислять основные недостатки инструментов данного типа, то к ним следует отнести:
· невозможность использования для сверления отверстий большого диаметра;
· отсутствие автоматического отвода стружки из зоны обработки (устройство и геометрия таких сверл не предполагают данной опции).
Спиральные
Спиральные сверла – это наиболее распространенный инструмент, используемый для получения отверстий в изделиях из металла. По своей конструкции спиральное сверло представляет собой цилиндрический стержень, на боковой поверхности которого выполнены спиральные канавки (одна или две), охватывающие всю рабочую часть инструмента. Именно такие элементы спирального сверла, как винтовые канавки на его боковой поверхности, обеспечивают отвод стружки из зоны сверления.
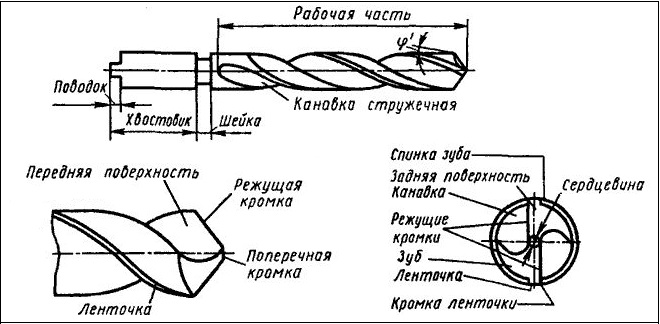
Элементы спирального сверла по металлу
В зависимости от конструктивного исполнения и назначения сверло спиральное может относиться к одной из следующих категорий.
· Цилиндрические сверла для работ по металлу общего назначения. Диаметр сверл, входящих в эту обширную категорию, может доходить до 80 мм. Активно используются они как в производственных, так и в домашних условиях.
· Левосторонние спиральные сверла, имеющие очень ограниченную область применения. Без них не обойтись в тех случаях, когда из резьбового отверстия необходимо высверлить болт с отломанной головкой или крепежный элемент, который невозможно выкрутить никаким другим способом. На вопрос о том, как отличить сверло данного типа от стандартного правостороннего, существует простой ответ: достаточно посмотреть, в какую сторону закручивается его спиральная канавка.
· Сверла повышенной точности. Их выбирают те профессионалы или домашние мастера, которых интересует не хороший, а отличный результат предстоящей обработки. Инструменты данного типа можно узнать по обозначению А1. Они позволяют создавать отверстия, диаметр которых выдержан с точностью до доли миллиметра.
Корончатые
Сверла данного типа, выполненные в виде металлического стакана, на торцевой рабочей части которого имеются режущие зубья, используются для создания в металле отверстий большого диаметра. Режущие зубья таких сверл могут быть изготовлены из твердого сплава или выполнены с алмазным напылением.

Конусные
К категории конусных сверл относятся инструменты с гладкой и ступенчатой рабочей поверхностью. Используемые для выполнения отверстий в металлических изделиях небольшой толщины, они обеспечивают легкую центровку отверстия в самом начале сверления, чего не скажешь об инструменте с цилиндрической рабочей поверхностью. Однако главный плюс применения ступенчатых конусных сверл заключается в том, что при помощи одного такого универсального инструмента можно получать отверстия разных диаметров.

Кобальтовые
Это инструменты, созданные на основе быстрорежущей стали, легированной кобальтом. Кобальт придает сверлу высокую прочность, а также устойчивость к деформации при термическом и механическом воздействии. Благодаря таким характеристикам инструменты кобальтового типа успешно используются для сверления отверстий в изделиях из высокопрочных и вязких металлов и сплавов. Достаточно высокая стоимость, которой отличаются кобальтовые сверла, полностью оправдана их характеристиками.

Кобальтовые сверла могут иметь центрирующее острие для сверления без предварительного накернивания
Твердосплавные
На режущей части сверла данного типа фиксируются твердосплавные пластины. Основное тело инструмента при этом изготовлено из инструментальной стали. Для производства пластин используют карбидные сплавы, отличающиеся исключительно высокой твердостью и износостойкостью. Применяя такие сверла, режущие пластины которых затачиваются в процессе изготовления и не подвергаются дальнейшей переточке, можно успешно выполнять сверление особенно твердых металлов и сплавов, а также изделий из металла большой толщины.

Развертка
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.

Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.

При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
· рабочей части, элементами которой и выполняется основная обработка;
· переходной шейки;
· хвостовика, при помощи которого ручная развертка фиксируется в воротке.
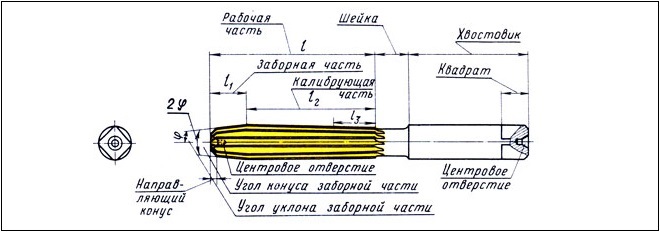
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
· главная режущая кромка;
· так называемая ленточка;
· передняя поверхность;
· затыловочная и задняя поверхности.
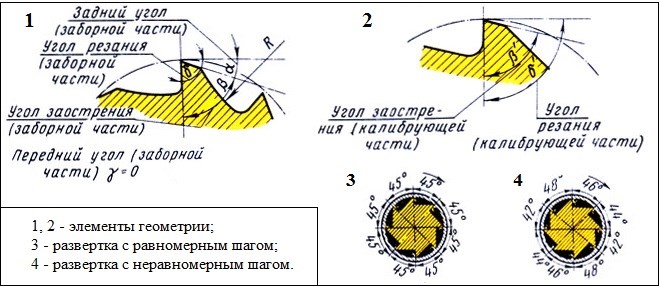
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
· заборную часть, которую часто называют режущей;
· часть, которая отвечает за калибровку обрабатываемого отверстия;
· задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
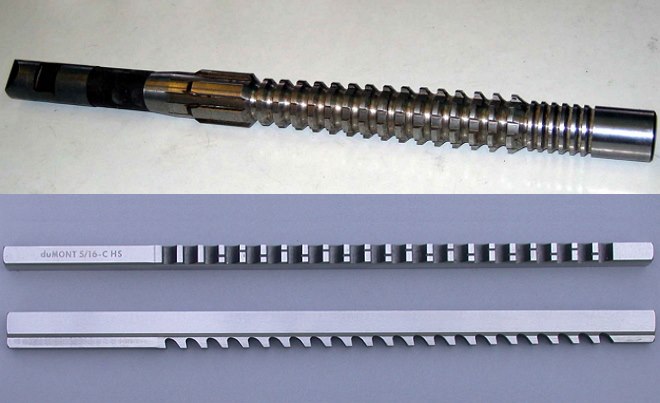
Протяжка
Протяжка – это инструмент, при помощи которого выполняется обработка металла протягиванием (одна из наиболее распространенных технологических операций по обработке металлов резанием). Такая технология применяется для деталей, используемых во многих отраслях промышленности.
Протягивание, если сравнивать его с другими методами обработки металлов резанием, обладает целым перечнем преимуществ, к которым следует отнести:
· возможность уменьшения затрат на эксплуатацию используемого оборудования;
· высокую износостойкость протяжки;
· высокий показатель минутной подачи благодаря тому, что обработка выполняется сразу несколькими режущими зубьями;
· возможность работы на протяжных станках даже специалистов с невысоким уровнем профподготовки;
· снятие припуска с поверхности с высокой относительной скоростью (это означает высокую производительность обработки);
· возможность устранять любые виды брака обрабатываемой поверхности;
· высокую точность обработки металлических изделий.
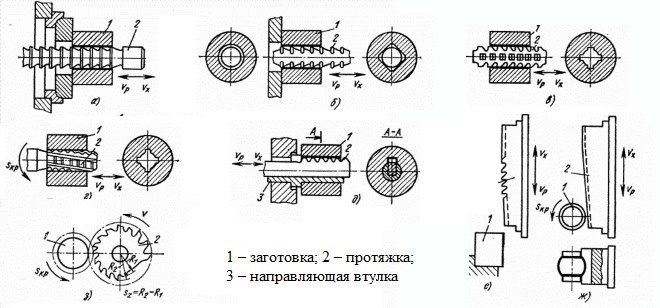
Схемы различных типов протяжки отверстий и поверхностей
Метчики и плашки
При выполнении самых разных работ практически все сталкиваются с необходимостью резьбового соединения. Нарезание резьбы плашками и метчиками в домашних условиях позволяет решить проблемы закрепления необходимых деталей.
Метчик представляет собой стержень с режущими кромками, образованными прямыми или винтообразными прорезями. Его главное предназначение — создание внутренней резьбы. Метчик включает рабочую и хвостовую части. Рабочая часть, соответственно, содержит режущую и калибрующую зону. Рабочая часть выполнена, обычно, в виде продольных стружечных канавок (иногда — в виде винтовых канавок). Режущая зона имеет коническую форму, калибрующая зона — цилиндрическую. Хвостовик выполнен в виде цилиндра с квадратом на конце.
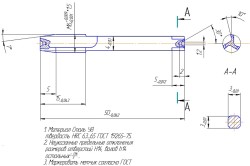
Чертеж метчика.
На режущей поверхности рабочей части выполнены зубья определенной формы, задающей параметры резьбы. Выделяются следующие параметры заточки зубьев: задний угол (6-10º), передний угол (для стали — 5-15º, для бронзы — 0-5º, для легких сплавов — 25-30º). Метчики производятся с разной точностью обработки их поверхности, что определяет класс точности при нарезании резьбы.
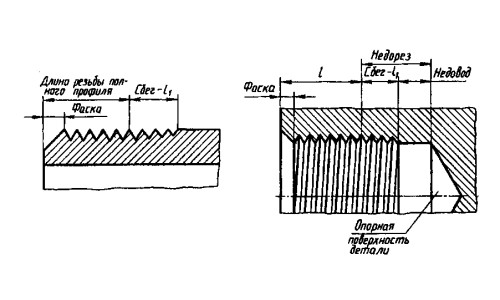
Плашка (лерка) — это режущий инструмент для изготовления наружной резьбы. Она выполнена в виде очень прочной гайки, в отверстии которой изготовлены режущие кромки с зубьями. Зубья расположены так, что формируют виток. Режущая часть плашки сформирована как внутренний конус. Толщина плашки, обычно, составляет 8-10 зубьев (витков).

Чертеж круглой плашки.
Плашки подразделяются по виду — на цельные, разрезные и раздвижные; по форме — на круглые, квадратные, шестигранные, призматические. Для ручной нарезки наиболее часто используются цельные круглые. Для крепления в держателе (воротке) на поверхности круглой плашки выполнено до пяти углублений (пазов).
Отверстие плашки образует рабочую часть, состоящую из трех зон. Сверху и снизу на рабочей зоне выполнены конические участки — режущие зоны. В центральной части цилиндрический участок образует калибрующую зону. Угол конусности режущих зон составляет 50-60º. Форма режущего зуба задается передним углом заточки в пределах 15-20º (для углеродистых сталей) и задним углом в пределах 6-8º.
Круглая плашка предназначена для нарезания метрической, дюймовой и трубной резьбы. Плашками обеспечивается нарезание точностью не ниже второго класса. Одной из главных особенностей применения плашек является то, что в процессе формирования участвуют все три зоны рабочего участка.

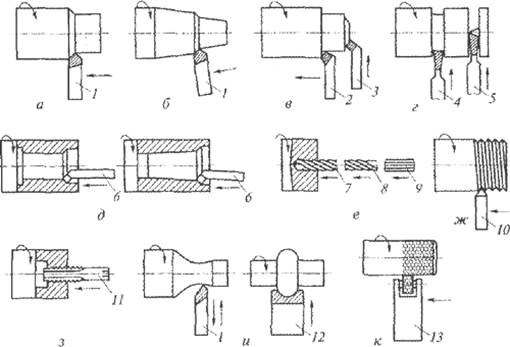
Виды токарных работ
Токарная обработка – один из основных способов обработки металлического изделия, при котором с него удаляется лишний слой. В результате получается деталь нужного размера, формы и степени шероховатости.
Процедура обработки осуществляется на специальном токарном станке, который с помощью резцов, сверл или других режущих приспособлений срезает с заготовки детали слой металла нужной толщины. Вращение обрабатываемой детали носит название главного движения, а перемещение инструмента, обеспечивающее непрерывную обработку изделия до нужных параметров, называется движением подачи.
Токарный станок способен выполнять различные сочетания этих двух видов движения, поэтому на нем возможно проведение эффективной обработки цилиндрических, резьбовых, фасонных, конических и иных поверхностей. Сюда можно отнести муфты, гайки, втулки, шкивы, валы, зубчатые колеса и кольца.
Токарные станки позволяют осуществлять следующие виды работ:
· нарезание резьбы;
· сверление, растачивание, развертывание и зенкерование различных отверстий;
· вытачивание канавок;
· разрезание детали на несколько частей.
Существуют следующие виды стружки:
· элементная – получается при токарной обработке твердых и маловязких изделий на низкой скорости;
· надлом – характерен для резки малопластичных деталей;
· сливная – получается при токарной обработке на достаточно высоких скоростях изделий из меди, свинца, олова или пластмассы, а также заготовок из мягкой стали;
· ступенчатая – характерна для токарной обработки на средних скоростях алюминиевых сплавов, изделий из листов алюминия и стали средней твердости.
·
По расположению и форме лезвия резцы бывают отогнутыми, прямыми и оттянутыми. У последних ширина крепежной части больше ширины резцов. Токарные резцы также делятся на:
· резьбовые;
· отрезные;
· фасонные;
· расточные;
· проходные;
· канавочные;
· подрезные.

Токарную обработку фасонных поверхностей, образующая линия которых не превышает в длину 4 см, осуществляют при помощи фасонных резцов. Они классифицируются по конструкции и по движению подачи. По конструкции выделяют следующие виды фасонных резцов:
· стержневые;
· круглые;
· призматические.
По движению подачи фасонные резцы делятся на:
· тангенциальные;
· радиальные.