 2020-09-24
2020-09-24 183
183Рассмотрим установку заготовки в тисках (рисунок 21). Сила зажима, возникающая при вращении винта (или от пневмопривода), образует с силами реакции, действующими от заготовки на губки тисок, пары сил, поворачивающие (в пределах зазоров и упругих деформаций) и приподнимающие губки тисок.
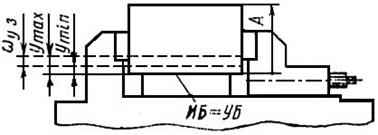
Рисунок 21 - Образование погрешности установки в результате
деформации приспособления от силы зажима
Вместе с ними в процессе зажима приподнимается и заготовка. При этом теряется контакт нижней плоскости с установочными элементами приспособления (прокладками) – плоскость, являющаяся исходной базой, перемещается вверх на величину y. Условия закрепления деталей не остаются постоянными, поэтому в пределах партии заготовок значение y будет колебаться от уmin до уmax. Это приводит к появлению погрешностей установки заготовки в приспособлении: wу.з. = уmax - уmin.
По данным экспериментальных исследований, величина wу.з. зависит от типоразмера приспособлений, их состояния (новые, старые), постоянства силы зажима и других факторов и составляет от 0,01…0,02 мм (для малоизношенных и малогабаритных) до 0,10…0,15 мм (для старых тисок и крупных заготовок.
Первичные погрешности установки, обусловленные
Неточностью формы и размеров базирующей поверхности
На рисунке 22 приведён операционный эскиз шлифования наружной цилиндрической поверхности втулки с установкой её по отверстию на оправке с зазором.
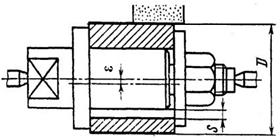
Рисунок 22 - Образование погрешности установки за счёт зазора
Возможная максимальная величина зазора:
Smax= Smin+ Тпр. + ТD,
где Smin - минимальный зазор, гарантирующий возможность одевания втулки на оправку; Тпр. - допуск на размер оправки; ТD - допуск на размер базирующей поверхности заготовки (на размер отверстия). При некоторых условиях (например, при закреплении в горизонтальном положении) возможно смещение оси исходной базы- отверстия относительно оси установочного элемента приспособления- оправки на величину ε= Smax /2. Полное же поле погрешности установки будет равно:
wу.з = 2ε = Smin+ Тпр. + ТD,
Если цилиндрическая заготовка имеет погрешность формы- овальность ωф= Dmax –Dmin, то при установке е` в трехкулачковом патроне возникает смещение оси, максимальное значение которого достигает ε =0,25 ωф. Полное поле погрешности установки, обусловленное этим фактором, будет равно:
wу.з = 2ε = 0,5 ωф.








