 2020-10-10
2020-10-10 511
511Тема: Способы выполнения сварных швов
Время выполнения заданий – 2 урок
Цель работы. Ознакомление с видами сварных соединений и их условным обозначением.
1. Условное обозначение сварных соединений
Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок.
В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
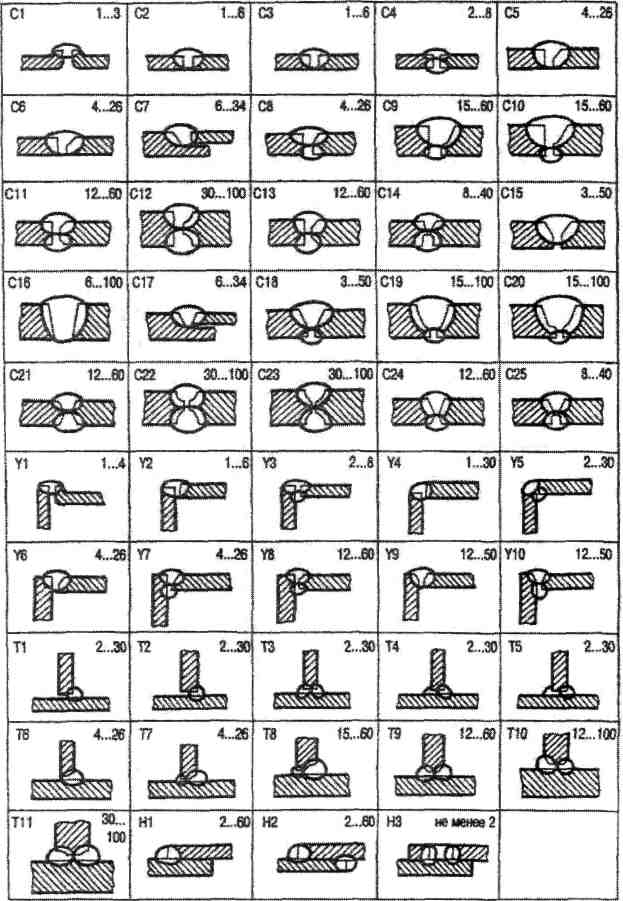
На рис. 1 приведены виды соединений согласно ГОСТ 5264-80 и пределы толщин свариваемых деталей.
Рисунок 1. Виды соединений
С1 - шов с отбортовкой двух кромок, односторонний;
С2 - без скоса кромок, односторонний;
СЗ - то же, на остающейся или съемной подкладке;
С4 - без скоса кромок, двусторонний;
С5 - со скосом одной кромки, односторонний;
С6 - то же, на остающейся или съемной подкладке;
С7 - со скосом одной кромки, односторонний замковый;
С8 - со скосом одной кромки, двусторонний;
С9 - с криволинейным скосом одной кромки, двусторонний;
СЮ - с ломаным скосом одной кромки, двусторонний,
СП - с двумя симметричными скосами одной кромки, двусторонний;
С12 - с двумя симметричными криволинейными скосами одной кромки, двусторонний;
С13 - с двумя несимметричными скосами одной кромки, двусторонний;
С14 - со скосом одной кромки с последующей строжкой, двусторонний;
С15 - со скосом двух кромок, односторонний;
С16 - то же, на остающейся или съемной подкладке;
С17 - то же, замковый;
С18 - со скосом двух кромок, двусторонний;
С19 - с криволинейным скосом двух кромок, двусторонний;
С20 - с ломаным скосом двух кромок, двусторонний;
С21 - с двумя симметричными скосами двух кромок, двусторонний;
С22 - с двумя симметричными криволинейными скосами двух кромок, двусторонний;
С23 - с двумя симметричными ломаными скосами двух кромок, двусторонний;
С24 - с двумя несимметричными скосами двух кромок, двусторонний;
С25 - со скосом двух кромок с последующей строжкой, двусторонний.
В таблице 1 приведены данные по стыковым сварным соединениям листовой стали
Таблица 1. Стыковые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок | 
| С2 С5 | Р; ИП;УП АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-70 |
| Односторонние без скоса кромок со съемной или остающейся подкладкой | 
| С3 С7 | Р АФ;МФ | ГОСТ 5264- 80 ГОСТ 8713-80 |
| Двусторонние без скоса кромок | 
| С4 С2 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки | 
| С5 С10 | Р АФф; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки и со съемной подкладкой | 
| С6 С11 | Р АФо; МФо | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние замковые со скосом одной кромки | 
| С7 С12 | Р АФо; МФо | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом одной кромки | 
| С8 С9 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом двух кромок | 
| С15 С17 | Р АФф | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом двух кромок | 
| С18 С13 | Р АФк; МФк | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 
| С11 С29 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосами двух кромок | 
| С21 С30 С31 С32 | Р АФ; МФ АФк АФк | ГОСТ 5264-80 ГОСТ 8713-80 ГОСТ 8713-80 ГОСТ 8713-80 |
| Двусторонние с криволинейным скосом одной кромки | 
| С9 | Р | ГОСТ 5264-80 |
| Двусторонние с двумя криволинейными скосами двух кромок | 
| С19 С21 | Р АФ к | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с четырьмя криволинейными скосами двух кромок | 
| С22 С23 С33 | Р Р АФ | ГОСТ 5264-80 ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала;
ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод;
УП – в углекислом газе и его смеси с кислородом плавящим электрод;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу
АФф - автоматическая на флюсовой подкладке;
АФо – автоматическая на остающейся подкладке;
МФо – механическая на остающейся подкладке;
АФп – автоматическая на медном ползуне;
АФк – автоматическая с предварительной подваркой корня шва;
МФк – механическая с предварительной подваркой корня шва;
Угловое соединение
У1 - шов с отбортовкой одной кромки, односторонний;
У2 - без скоса кромок, односторонний, впритык;
УЗ - без скоса кромок, двусторонний, впритык;
У4 - без скоса кромок, односторонний;
У5 - то же, двусторонний;
У6 - со скосом одной кромки, односторонний;
У7 - то же, двусторонний;
У8 - с двумя скосами одной кромки, двусторонний;
У9 - со скосом двух кромок, односторонний; У10 - то же, двусторонний.
В табл. 2 приведены данные по угловым сварным соединениям листовой стали.
Таблица 2.
Угловые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок | 
| У4 | Р | ГОСТ 5264-80 |
| Двусторонние без скоса кромок | 
| У5 У2 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки | 
| У6 | Р | ГОСТ 5264-80 |
| Двусторонние со скосом одной кромки | 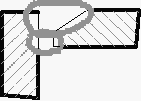
| У7 У4 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 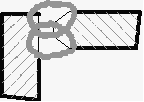
| У8 У4 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка
ГОСТ 8713-80
АФш – автоматическая с предварительным наложением подварочного шва;
МФш – механическая с предварительным наложением подварочного шва;
Тавровые соединения:
Т1 - шов без скоса кромок, односторонний;
Т2 - то же, односторонний прерывистый;
ТЗ - то же, двусторонний;
Т4 - то же, двусторонний шахматный;
Т5 - то же, двусторонний прерывистый;
Т6 - со скосом одной кромки, односторонний;
Т7 - то же, двусторонний;
Т8 - с криволинейным скосом одной кромки, двусторонний;
Т9 - с двумя симметричными скосами одной кромки, двусторонний;
Т10 - то же;
Т11 - с двумя симметричными криволинейными скосами одной кромки, двусторонний.
В табл. 3 приведены данные по тавровым сварным соединениям листовой стали
Таблица 3.
Тавровые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок | 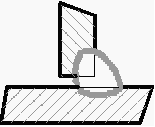
| Т1 | Р АФ;МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Внахлестку без скоса кромок | 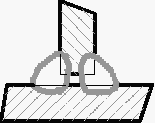
| Т3 Т5 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом одной кромки | 
| Т7 Т9 | Р АФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с криволинейным скосом одной кромки | 
| Т8 Т13 | Р АФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 
| Т9 Т10 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя криволинейными скосами одной кромки | 
| Т11 Т12 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу;
АФш – автоматическая с предварительным наложением подварочного щва.
Соединения внахлест:
HI - шов без скоса кромок, односторонний прерывистый;
Н2 - то же, двусторонний;
НЗ - с удлиненным отверстием, односторонний с несплошной заваркой.
В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали.
Таблица 4.
Нахлесточные сварные соединения листовой стали.
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Внахлестку без скоса кромок | 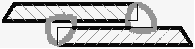
| Н2 Н1 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80 - Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу.
2. Условные обозначения способов сварки
Автоматическая: А - под флюсом без применения подкладок, подушек и подварочного шва; Аф - на флюсовой подушке; Ам - на медно-флюсовой подкладке; Ас - на стальной подкладке; Апш - с предварительным наложением подварочного шва; Апк - с предварительной подваркой корня шва; Ар - с ручной подваркой с одной стороны; Ан-3 - в защитных газах неплавящимся электродом - однофазная; Ан-Зтф - то же трехфазная; А-3 - плавящимся электродом в защитных газах; Ан-З/А-3 - первый проход неплавящимся электродом в защитных газах, последующие -плавящимся электродом в защитных газах.
Полуавтоматическая: П - под флюсом без применения подкладок, подушек и подварочного шва; Пс - на стальной подкладке; Пр - с ручной подваркой; П-3 - в защитных газах плавящимся электродом; Пф - под флюсом; Ппш - с предварительным наложением подварочного шва; Ппк -с предварительной подваркой корня шва.
Ручная электродуговая: Рн-3 - неплавящимся электродом в защитных газах; Рн-З/П-3 -первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая-плавящимся в защитных газах.
Контактная электросварка: Кт - точечная; Кр - роликовая; Кв - рельефная; Кс - стыковая; Ксо - стыковая сплавлением; Ксс - стыковая сопротивлением.
Электрошлаковая сварка: Шэ - проволочным электродом; Шм - плавящимся мундштуком; Шп - электродом большого сечения, соответствующим форме сечения сварного пространства.
Электрозаклепочная сварка: ЭФЗ - под флюсом; ЭУФ - в углекислом газе; ЭПлЗ - в аргоне плавящимся электродом; ЭНн - в аргоне неплавящимся электродом.
Электросварка: ИН - в инертных газах неплавящимся вольфрамовым электродом без присадочного материала; ИНп - та же, с присадочным материалом; ИП - в инертных газах и смесях с активными газами плавящимся электродом; УП - в углекислом газе плавящимся электродом; НГП - нагретьм газом с присадкой; ЭП - с экструдированной присадкой.
Виды и методы сварки обозначают следующими буквами: Г - газовая; Э - электросварка дуговая; Ф - электросварка дуговая под флюсом; 3 - электросварка дуговая в защитных газах; Ш - электрошлаковая; Кт - контактная; Уз - ультразвуковая; Тр - трением; X - холодная; Пз - плазменная дуговая; Эл - электронно-лучевая; Дф - диффузионная; Лз - лазером; Вз - взрывом; И - индукционная; Гп - газопрессовая; Тм - термитная.
3. Изображение швов сварных соединений
ЕСКД ГОСТ 2.312-72 - Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения применяемые в строительстве.
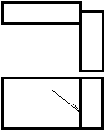
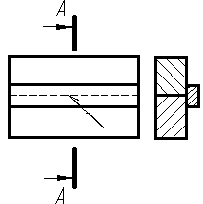
Шов сварного соединения, независимо от способа сварки, условно изображают:
- видимый - сплошной основной линией (рис. 2а, в);
- невидимый - штриховой линией (рис. 2г);
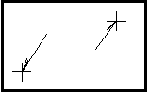
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (рис.2,б), который выполняют сплошными линиями (рис. 3).Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис. 2). Линию-выноску предпочтительно проводить от видимого шва.
а) б) в) г)
Рисунок 2. Условное изображение сварного соединения
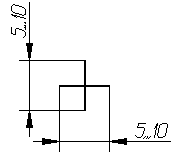
Рисунок 3. Условное изображение одиночной сварной точки
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначить прописными буквами русского алфавита (рис. 4).
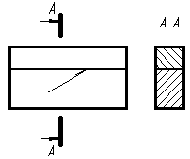
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображаются с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис.5).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
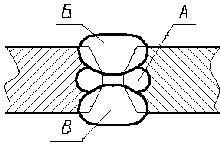
Рисунок 4. Изображение сечения многопроходного шва
Рисунок 5. Изображение нестандартного шва








