 2020-10-10
2020-10-10 6172
6172Разумная организация рабочего места напрямую влияет на эффективность труда радиомонтажника.
Рациональное расположение инструментов, правильная планировка рабочего места способствует устранению излишних движений, уменьшению утомляемости, что сокращает потери рабочего времени и увеличивает, таким образом, производительность труда. Регулируемая высота сиденья стульев, а также расположение рабочих поверхностей позволяют обеспечить работающему наиболее благоприятные условия труда.
Типовое рабочее место монтажника радиоаппаратуры и приборов показано на рис. 12 и включает в себя: однотумбовый стол; винтовой стул; убирающуюся подвеску для схем; регулируемый по высоте и по горизонтали светильник; ящик для отходов, крепящийся на шарнирах; розетки для электропаяльника и обжигалки; газоприемник местного отсоса; панель с сетевыми розетками для включения контрольно-измерительных приборов с клеммой для заземления.
Верхняя крышка стола покрывается жаропрочным антистатическим пластиком. При необходимости регулирования температуры нагрева электропаяльника и «обжигалки» рабочее место оснащается автотрансформатором или автоматическим устройством для регулирования температуры жала электропаяльника, например, паяльной станцией. Комбинированное освещение (общее и местное) должно обеспечивать освещенность в рабочей зоне 300—400 лк.
В холодный и переходный периоды года температура в рабочей зоне должна быть 18÷20° С, относительная влажность воздуха - 60÷40%, скорость движения воздуха - 0,2 м/с; в теплый период года: температура 22÷25° С, относительная влажность воздуха - 60÷40%, скорость движения воздуха - 0,3 м/с.
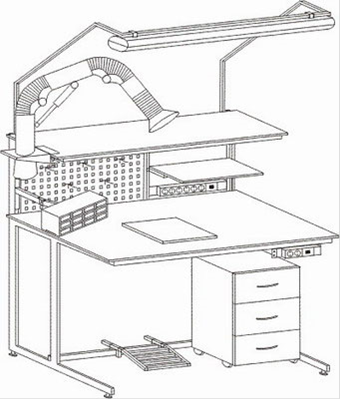
Рис.2.1. Примерный вид стола радиомонтажника.
Такой микроклимат в производственном помещении поддерживает механическая обще-обменная вентиляция.
Клеммы подвода электроэнергии к рабочему месту должны быть закрыты во избежание случайного прикосновения. Штепсельные разъемы, а также заделка проводов и кабелей в электроинструментах должны строго соответствовать техническим требованиям.
Пол под ногами радиомонтажника должен быть сухим и изолированным от металлических частей.
Напряжение питания электропаяльников и тиглей должно быть 36 В, для измерительной аппаратуры - 220 В.
При работе с полупроводниковыми приборами и микросхемами необходимо помнить, что должны быть заземлены: руки радиомонтажника, корпус (жало) электропаяльника, корпуса полуавтоматических и автоматических установок, предназначенных для монтажа полупроводниковых приборов и микросхем; корпуса измерительной и другой аппаратуры. Для заземления рук имеются металлические браслеты подключаемые проводником к шине заземления. Эти браслеты применяются для защиты полупроводниковых приборов, например полевых транзисторов от пробоя их статическим электричеством, собирающимся на руках и одежде радиомонтажника. В связи с этим одежда радиомонтажника должна быть хлопчатобумажной.
Все не подсоединенные к линии заземления предметы (инструменты, малогабаритные приборы, комплектующие изделия в металлической антистатической таре или без нее и пр.) должны располагаться на заземленной металлической пластине рабочего стола.
Инструменты.
От хорошо подобранного набора инструментов зависит успешная деятельность радиомонтажника.
В настоящее время промышленность производит много вариантов наборов инструментов. Как правило, они предлагаются укладках в виде папки, сумки, рундука и т.д.
Наиболее полный и удобный набор инструментов радиомонтажника показан на рис. 2.2.
В данном наборе присутствуют:
В случае отсутствия полноценного набора радиомонтажника, минимальный набор инструментов должен состоять из:
ü паяльника или паяльной станции;
ü отсоса;
ü пинцета;
ü утконосов (плоскогубцев);
ü бокорезов;
ü монтажного ножа;
ü шлицевых и крестообразных отвёрток;
ü набора гаечных ключей.
Паяльники: для пайки соединений при монтаже радиоаппаратуры, как правило, применяют электрические паяльники непрерывного действия, нагревательный элемент которых представляет собой спираль из нихромовой проволоки, охватывающую медный стержень паяльника или расположенную внутри последнего.
Электропаяльник должен обеспечивать интенсивный подвод тепла к месту пайки, так как современные радиодетали не допускают времени нагрева более 3 секунд. Это достигается соответствующим подбором мощности паяльгика. Обычно применяют паяльники мощностью 25÷40 Вт со стержнем диаметром 5÷10 мм. Паяльник должен быть рассчитан на питание переменным током напряжением 12 или 36 вольт. Паяльники с питанием от сети 220 В применять не рекомендуется, так как в случае пробоя изоляции можно попасть под опасное для жизни напряжение и одновременно вывести из строя многие полупроводниковые радиоэлементы. Для пайки микросхем обычно используют паяльники, рассчитанные на напряжение 5÷36 вольт мощностью не более 20 Вт. Использование паяльных станций более предпочтительно, так как они поддерживают наперёд установленную температуру жала паяльника. Кроме того для жала паяльников этих станций выпускают наборы наконечников предназначенных для различных видов спаиваемых деталей.
Припои и флюсы.
Припой обеспечивает механическую прочность и электропроводность соединяемых деталей. Припой выбирают в зависимости от вида соединяемых металлов или сплавов, размера деталей, требуемой механической прочности и устойчивости против коррозии. Для пайки медных, латунных, бронзовых и стальных деталей, как правило, применяют оловянно-свинцовые припои (ПОС-40, ПОС-60). В настоящее время широкое распространение получают бессвинцовые припои, так как свинец очень токсичный материал. Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя. К твердым припоям относятся медно-цинковые (ПМЦ) и серебряные (ПСр).
Для пайки алюминия и его сплавов применяют специальные припои.
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей. Флюсы должны надежно защищать поверхности металла и припоя от окисления. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя.
Флюсы делятся на активные (кислотные), бескислотные, активированные, антикоррозийные и защитные.
Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, что обеспечивает высокую механическую прочность соединения. Такие флюсы используют в тех случаях, когда можно полностью удалить их остатки с поверхности соединения и основного металла. При монтаже электро- и радиоаппаратуры активные флюсы применять нельзя.
Бескислотные флюсы изготовляют на основе канифоли, которая при пайке очищает поверхность от окислов и защищает ее от окисления. Эти флюсы широко используют при монтаже радиоаппаратуры.
Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Эти флюсы пригодны для соединения металлов и сплавов, плохо поддающихся пайке.
Антикоррозийные флюсы не вызывают коррозии при пайке.
Защитные флюсы не оказывают химического воздействия на металл и предохраняют ранее очищенную поверхность металла от окисления. К защитным флюсам относятся неактивные материалы: воск, вазелин, оливковое масло, сахарная пудра и др. При высокотемпературной пайке в качестве флюсов используют главным образом буру (Na2B407) и смеси ее с борной кислотой (Н3В03)5 борным ангидридом (В203) и некоторыми другими солями.
Отсосы предназначены для отбора припоя с места выпайки радиодеталей, особенно это важно при работе с печатными платами и платами поверхностного монтажа. По конструкции отсос представляет собой шприц с подпружиненным поршнем. В настоящее время выпускаются паяльные станции, паяльники которых оснащены электрическими вакуумными насосами.
Пинцеты применяют для поддержки проводов при пайке, выгибания и закрепления провода на детали, установки детали на печатной плате и т.п.На практике используются хирургические пинцеты размером не более 130÷140 мм. Пинцет должен хорошо пружинить. Наконечники пинцета могут быть прямые и изогнутые.
Утконосы и плоскогубцы. В комплекте монтажных инструментов обычно имеется двое плоскогубцев. Одни размером 150÷170мм. с насечкой на губках, которые служат для вытягивания или выпрямления толстых одножильных проводов, поджатия различных крепежных стоек и других подобных работ. Другие плоскогубцы - меньших размеров, 100÷120 мм, с более тонкими и узкими губками, применяют для формовки деталей, укладки изолированных проводов и т.п. В комплекте также могут быть круглогубцы. Круглогубцы размером 40÷50мм, тонкие для сгибания проволочных выводов радиоэлементов и проводов при креплении винтом.
Бокорезы применяют для откусывания лишних концов проводов, выводов деталей. Режущие кромки таких кусачек должны быть острыми и плотно сходиться. Боковыми кусачками можно резать провода до 2 мм. Провода большего диаметра режут торцовыми кусачками.
Монтажный нож должен быть размером 150÷170 мм с одним или двумя лезвиями. Он служит для зачистки изоляции на проводах, обрезки ниток и изоляции и других подобных операций. При зачистке провода ножом необходимо следить, чтобы не были надрезаны однопроводная жила или отдельные проводки многопроводной жилы. В противном случае однопроводная жила может обломиться, в многопроводной жиле уменьшится сечение проводника, что приведёт к увеличению контактного сопротивления и перегреву провода, а в случае намотки многожильным проводом (литцендратом) катушки индуктивности – уменьшению её добротности. В настоящее время для зачистки изоляции применяют специальный инструмент.
Отвёртки применяют для завертывания винтов крепящих деталей, монтажных планок, опорных стоек и т.п. Отвертка должна соответствовать размеру головки завертываемого винта, как по длине, так и по ширине его шлица. В набор монтажных инструментов должны входить несколько шлицевых (лопаточная рабочая часть) отверток разных по длине и ширине несколько отвёрток с крестообразной рабочей частью с разными номерами. Для некоторых работ могут применяться отвёртки со специальными рабочими частями.
Наборы гаечных ключей. Гаечные ключи бывают рожковые, накидные, торцовые и разводные. При монтажных работах наиболее часто применяются 4; 4,5; 5,5; 6; 7; 8 и 10 мм гаечные ключи.








