 2020-10-10
2020-10-10 342
342Суть принципа постоянства баз: погрешность взаимного расположения поверхностей, выполненных по координационным размерам от одной технологической базы, зависит лишь от погрешностей обработки и настройки операции и не зависит от погрешностей установки и схемы базирования. Иными словами, применив одну схему базирования и один раз установив заготовку на обработку нескольких взаимосвязанных через некую (постоянную) базу поверхностей, можно выполнить операцию с большей
точностью, чем при обработке каждой из поверхностей от различных баз.
Предположим, что поверхности М и N уже обработаны (рис. 5.8).
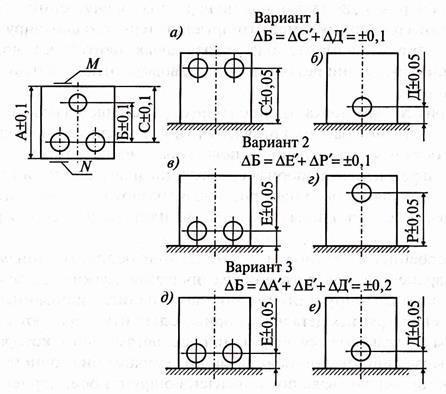
Рис. 5.8. Использование постоянной базы
Вариант 1. Действительной технологической базой при обработке двух отверстий и выдерживании технологического размера С' ± 0,05 мм служит поверхность М, которая одновременно является конструкторской базой (рис. 5.8 а). Здесь и далее считаем, что точность обработки на всех операциях одинакова (±0,05 мм); буквенные размеры со штрихом — технологические.
Отверстие также обрабатывается от технологической базы М по координационному размеру Д' ± 0,05 мм (рис. 5.8 б). Ожидаемая точность обработки размера Б ± 0,1 мм.
Вариант 2. Действительной технологической базой при обработке двух отверстий по координационному размеру Е' ± 0,05 мм служит поверхность N (рис. 5.8 в). Отверстие также обрабатывается от установочной базы N по размеру Р' ± 0,05 мм
(рис. 5.8 г). Ожидаемая точность расположения отверстий по размеру Б, как и в первом варианте, будет ±0,1 мм.
Вариант 3. Действительной технологической базой при обработке двух отверстий по координационному размеру Е' ± 0,05 мм служит поверхность N (рис. 5.8 д). Отверстие обрабатывается относительно другой базы — поверхности М по координационному размеру Д' ± 0,05 мм (рис. 5.8 е). Ожидаемая точность расположения отверстий по размеру Б составит ±0,2 мм, так как необходимо учесть погрешность взаимного расположения базовых поверхностей Ми N, заданную допуском ±0,1 мм (размер А).
Пример показывает, что соблюдение принципа постоянства баз приводит к повышению точности обработки. Постоянную базу можно использовать не только на одной операции, но и на нескольких, в предельном случае — на всех операциях технологического процесса. Выигрыш в точности нередко оказывается настолько весомым, что вводят дополнительные операции, на которых обрабатываются специальные постоянные базы (центровые отверстия в валах и др.).
В связи с тенденцией повышения концентрации операций принцип постоянства базы приобретает особое значение. Однако применение постоянной базы не всегда возможно и выгодно. Например, при обработке канавок под поршневые кольца система размеров Б предпочтительнее системы А, ориентированной на постоянную базу М, поскольку технические условия строго задают точность размеров b — ширину канавки под поршневые кольца (рис. 5.9). Точность этого размера по системе А равна сумме допусков на размеры a1 и а2, а по системе Б — зависит лишь от точности размера Ь.
Принцип совмещения баз состоит в использовании в качестве проектной конструкторской и действительных технологической и измерительной баз по отношению к рассматриваемой поверхности одних и тех же элементов детали; является одним из самых важных при разработке конструкции и технологических процессов, поскольку несовмещение баз приводит к появлению погрешности базирования.
Рассмотрим на примере возникновение погрешности базирования еб (рис. 5.10). Размер к задан конструктором от базы О, являющейся осью цилиндрической поверхности детали. Эту базу можно совместить с технологическими базами, поставив деталь при обработке поверхности Б на центровые гнезда.
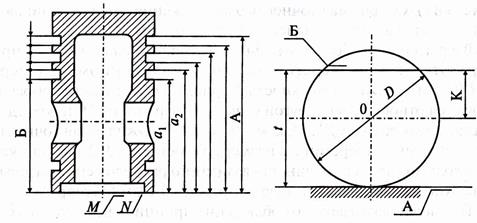
Рис. 5.9. Использование постоянной Рис. 5.10. Возникновение погрешности
базы не всегда целесообразно базирования при несовмещении
. Система размеров Б предпочтительнее конструкторской и технологической баз
В этом случае погрешность базирования отсутствует:  . Теперь допустим, что на фрезерной операции технолог выбрал в качестве технологической базы поверхность А. Принцип совмещения баз не выполнен, так как база не совмещена с конструкторской базой О. При обработке выдерживается технологический размер 1, причем ему должен быть назначен такой допуск, при соблюдении которого допуск на размер к выдерживается автоматически.
. Теперь допустим, что на фрезерной операции технолог выбрал в качестве технологической базы поверхность А. Принцип совмещения баз не выполнен, так как база не совмещена с конструкторской базой О. При обработке выдерживается технологический размер 1, причем ему должен быть назначен такой допуск, при соблюдении которого допуск на размер к выдерживается автоматически.
Для размера t погрешность базирования составляет разность между наибольшим и наименьшим его значениями. Примем величину к постоянной.

Погрешность базирования оказалась зависящей от допуска, установленного на размер поверхности, выбранной за действительную технологическую базу, не совмещенную с конструкторской.
Важно, что погрешность базирования не связана с методом обработки, установки, контроля и зависит только от выбора схемы базирования.
Принципы постоянства и совмещения баз приобретают особое значение на чистовых операциях, обеспечивающих заданную точность.








