 2020-10-10
2020-10-10 202
202| Шаг резьбы | I | K | R | W |
| 0,2 | 0,3 | 0,7 | 0,1 | 30° |
| 0,25 | 0,4 | 0,9 | 0,12 | 30° |
| 0,3 | 0,5 | 1,05 | 0,16 | 30° |
| 0,35 | 0,6 | 1,2 | 0,16 | 30° |
| 0,4 | 0,7 | 1,4 | 0,2 | 30° |
| 0,45 | 0,7 | 1,6 | 0,2 | 30° |
| 0,5 | 0,8 | 1,75 | 0,2 | 30° |
| 0,6 | 1 | 2,1 | 0,4 | 30° |
| 0,7 | 1,1 | 2,45 | 0,4 | 30° |
| 0,75 | 1,2 | 2,6 | 0,4 | 30° |
| 0,8 | 1,3 | 2,8 | 0,4 | 30° |
| 1 | 1,6 | 3,5 | 0,6 | 30° |
| 1,25 | 2 | 4,4 | 0,6 | 30° |
| 1,5 | 2,3 | 5,2 | 0,8 | 30° |
| 1,75 | 2,6 | 6,1 | 1 | 30° |
| 2 | 3 | 7 | 1 | 30° |
| 2,5 | 3,6 | 8,7 | 1,2 | 30° |
| 3 | 4,4 | 10,5 | 1,6 | 30° |
| 3,5 | 5 | 12 | 1,6 | 30° |
| 4 | 5,7 | 14 | 2 | 30° |
| 4,5 | 6,4 | 16 | 2 | 30° |
| 5 | 7 | 17,5 | 2,5 | 30° |
| 5,5 | 7,7 | 19 | 3,2 | 30° |
| 6 | 8,3 | 21 | 3,2 | 30° |
Окончание прил. 1

Рис. 2. Параметры внутренней выточки
Таблица 2
Параметры выточки под внутреннюю резьбу
| Шаг резьбы | I | K | R | W |
| 0,2 | 0,1 | 1,2 | 0,1 | 30° |
| 0,25 | 0,1 | 1,4 | 0,12 | 30° |
| 0,3 | 0,1 | 1,6 | 0,16 | 30° |
| 0,35 | 0,2 | 1,9 | 0,16 | 30° |
| 0,4 | 0,2 | 2,2 | 0,2 | 30° |
| 0,45 | 0,2 | 2,4 | 0,2 | 30° |
| 0,5 | 0,3 | 2,7 | 0,2 | 30° |
| 0,6 | 0,3 | 3,3 | 0,4 | 30° |
| 0,7 | 0,3 | 3,8 | 0,4 | 30° |
| 0,75 | 0,3 | 4 | 0,4 | 30° |
| 0,8 | 0,3 | 4,2 | 0,4 | 30° |
| 1 | 0,5 | 5,2 | 0,6 | 30° |
| 1,25 | 0,5 | 6,7 | 0,6 | 30° |
| 1,5 | 0,5 | 7,8 | 0,8 | 30° |
| 1,75 | 0,5 | 9,1 | 1 | 30° |
| 2 | 0,5 | 10,3 | 1 | 30° |
| 2,5 | 0,5 | 13 | 1,2 | 30° |
| 3 | 0,5 | 15,2 | 1,6 | 30° |
| 3,5 | 0,5 | 17,7 | 1,6 | 30° |
| 4 | 0,5 | 20 | 2 | 30° |
| 4,5 | 0,5 | 23 | 2 | 30° |
| 5 | 0,5 | 26 | 2,5 | 30° |
| 5,5 | 0,5 | 28 | 3,2 | 30° |
| 6 | 0,5 | 30 | 3,2 | 30° |
ПРИЛОЖЕНИЕ 2
Основная технологическая информация
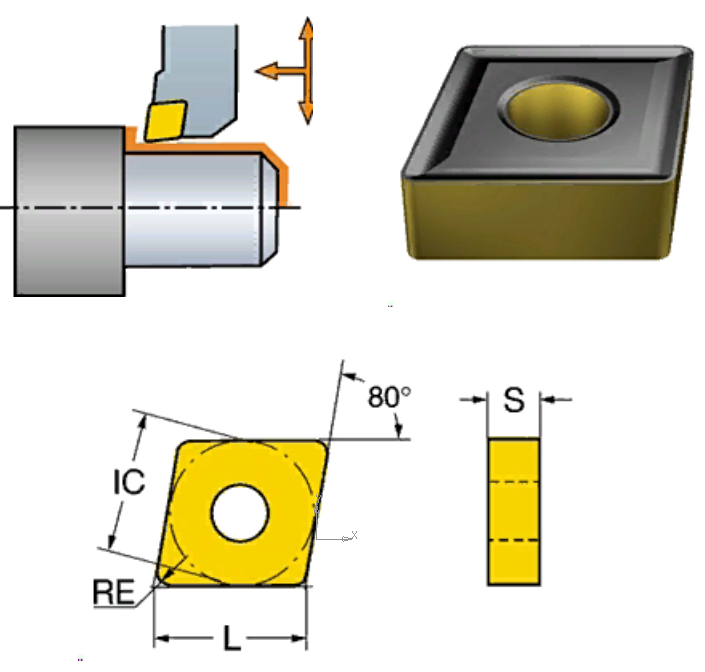
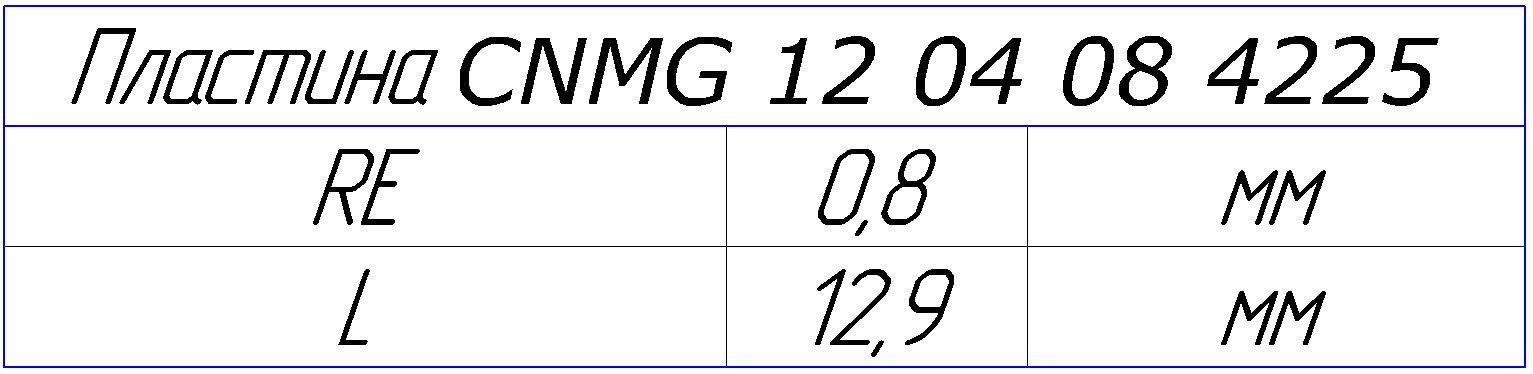
РЕЗЕЦ ДЛЯ ЧЕРНОВОГО ТОЧЕНИЯ
DCLNL 2020K 12 призматическая державка T-Max® P
Продолжение прил. 2
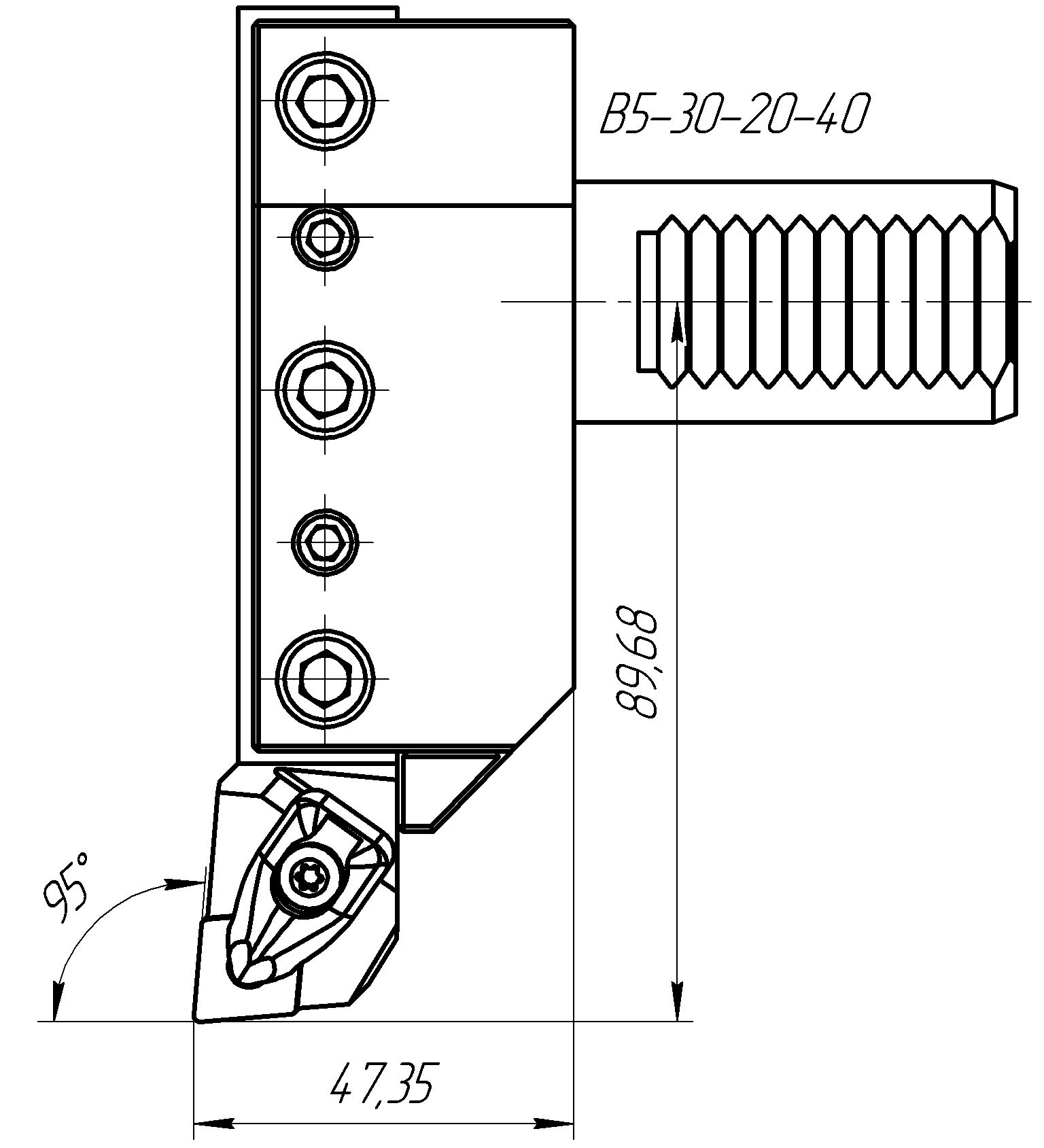
Таблица 3
Режимы резания
| Материал заготовки | Глубина резания | Подача на оборот | Скорость резания |
| ap | Fn | Vc | |
| мм | мм/об | м/мин | |
| Сталь | 3 | 0,3 | 345 |
| Чугун | 2 | 0,3 | 175 |
| Алюминий | 3 | 0,3 | 800 |
Продолжение прил. 2
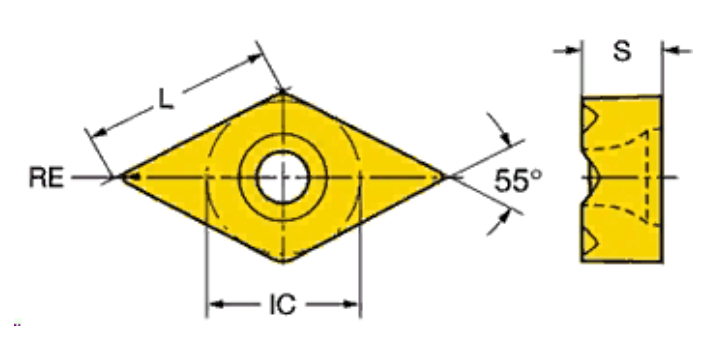
РЕЗЕЦ ДЛЯ ПОЛУЧИСТОВОГО И ЧИСТОВОГО ТОЧЕНИЯ
TR-D13JCL 2020K державка CoroTurn® TR


Продолжение прил. 2

Таблица 4
Режимы резания
| Материал заготовки | Глубина резания | Подача на оборот | Скорость резания |
| ap | Fn | Vc | |
| мм | мм/об | м/мин | |
| Сталь | 1 | 0,2 | 475 |
| Алюминий | 1,5 | 0,25 | 1200 |
Продолжение прил. 2
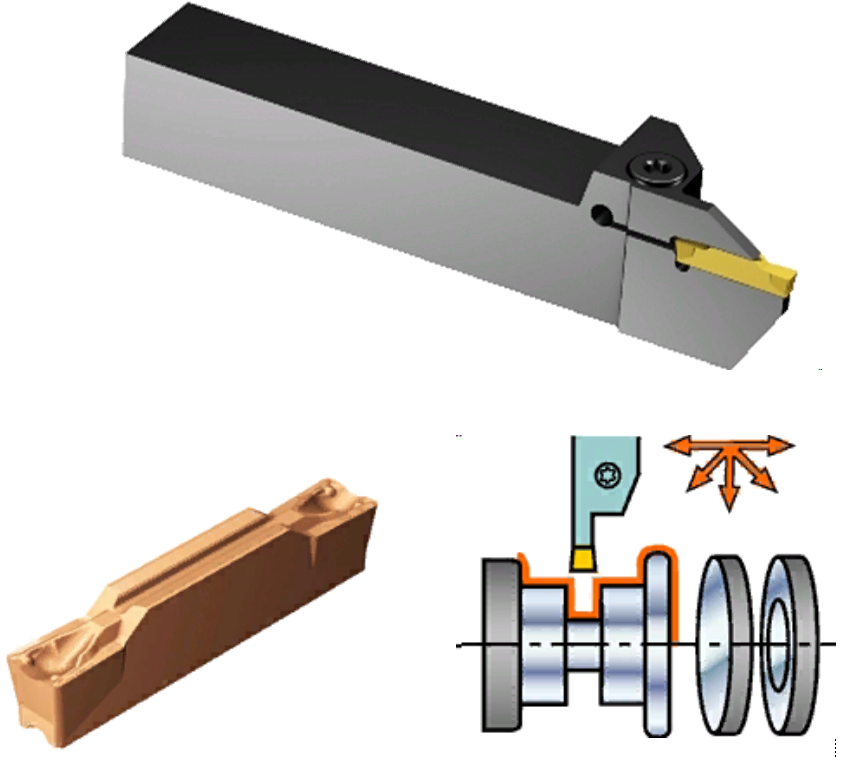
РЕЗЕЦ ДЛЯ ОТРЕЗКИ И ОБРАБОТКИ КАНАВОК
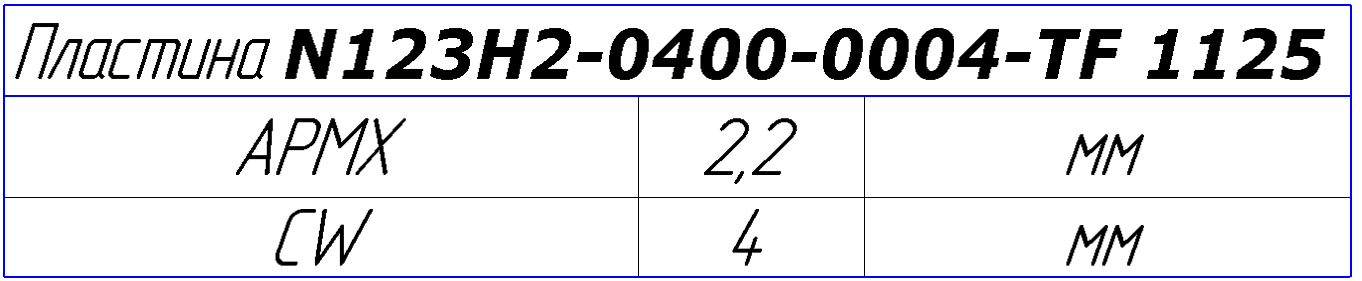
LF123H25-2020BM державка CoroCut ® 1-2

Продолжение прил. 2

Таблица 5
Режимы резания
| Материал заготовки | Глубина резания | Подача на оборот | Скорость резания |
| ap | Fn | Vc | |
| мм | мм/об | м/мин | |
| Сталь | - | 0,12 | 140 |
| Алюминий | - | 0,2 | 400 |
Продолжение прил. 2
СВЕРЛО СО СМЕННЫМИ ПЛАСТИНАМИ
CoroDrill® 880 (880-D2500L25-03)
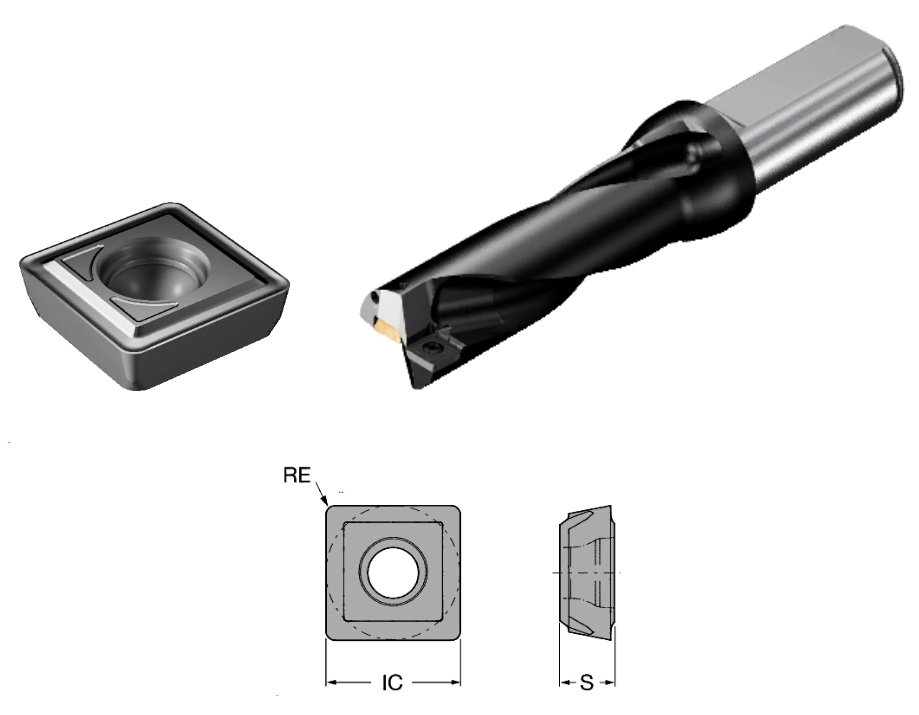
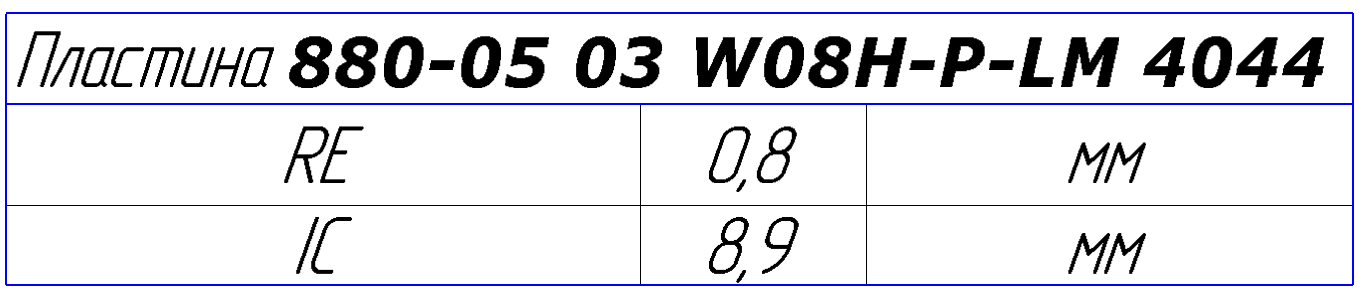

Таблица 6
Режимы резания
| Материал заготовки | Глубина резания | Подача на оборот | Скорость резания |
| ap | Fn | Vc | |
| мм | мм/об | м/мин | |
| Сталь | - | 0,1 | 155 |
| Алюминий | - | 0,1 | 400 |
Продолжение прил. 2
РАСТОЧНОЙ РЕЗЕЦ
A20S-SDUCL 11 Расточная оправка CoroTurn® 107 для точения
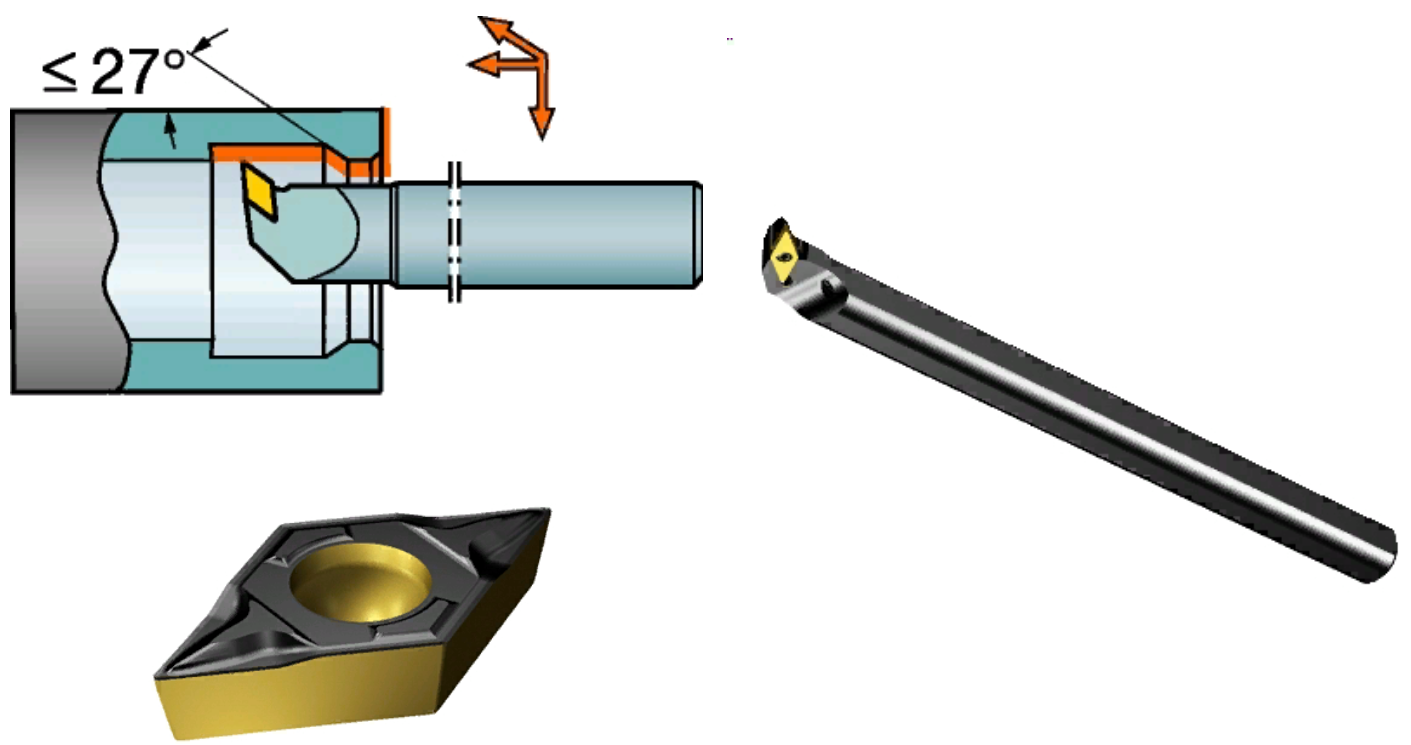
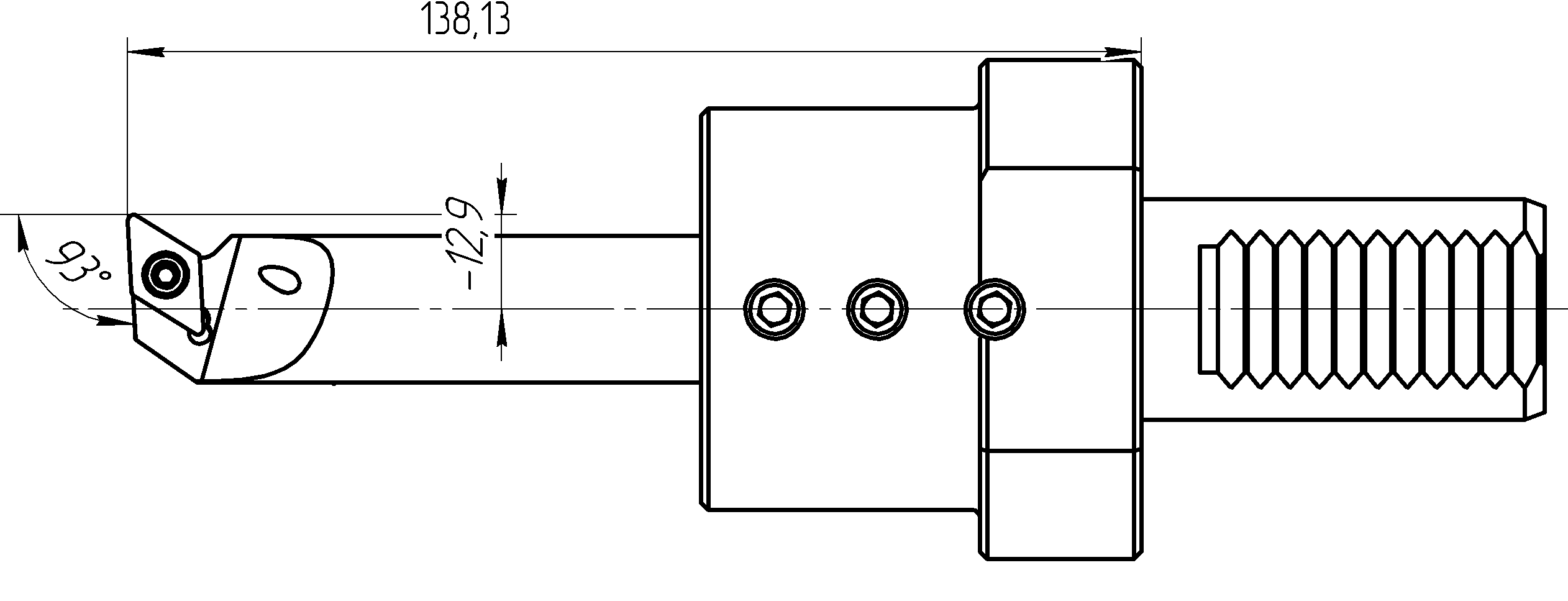
Таблица 7
Режимы резания
| Материал заготовки | Глубина резания | Подача на оборот | Скорость резания |
| ap | Fn | Vc | |
| мм | мм/об | м/мин | |
| Сталь | 1 | 0,15 | 450 |
| Алюминий | 1 | 0,2 | 1200 |
Продолжение прил. 2
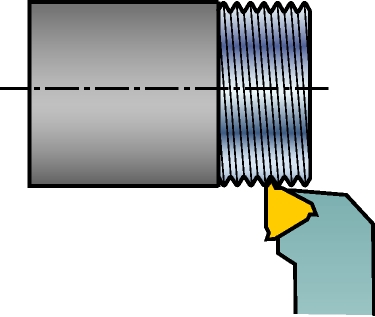
РЕЗЬБОНАРЕЗНОЙ РЕЗЕЦ
266RFG-2020-16 CoroThread® 266 для точения резьбы




Окончание прил. 2
Таблица 7
Режимы резания
| Материал заготовки | Количество проходов | Скорость резания |
| Vc | ||
| м/мин | ||
| Сталь | 6 | 140 |
| Алюминий | 6 | 400 |
Оглавление
Список сокращений..................................................................................... 3
Введение....................................................................................................... 4
1. Технология программирования
токарных станков с ЧПУ CNC Heidenhain............................................. 5
1.1. Токарно-фрезерный станок с ЧПУ CTX 310 ecoline5
Контрольные вопросы........................................................................... 14
1.2. Пульт управления системой ЧПУ.................................................. 15
Контрольные вопросы.......................................................................... 20
1.3. Инструментальное обеспечение.................................................... 21
Контрольные вопросы........................................................................... 34
1.4. Режим программирования............................................................. 35
Контрольные вопросы........................................................................... 49
1.5. Режим MDI...................................................................................... 50
Контрольные вопросы........................................................................... 61
2. Практические задания........................................................................... 62
2.1. Общие рекомендации..................................................................... 62
2.2. Циклы обработки наружного контура.......................................... 64
2.3. Циклы обработки наружного контура (прорезное точение)........ 69
2.4. Циклы обработки внутреннего контура........................................ 74
2.5. Обработка детали за два установа................................................. 79
2.6. Циклы фрезерования...................................................................... 89
2.7. Циклы фрезерования ICP – контура.............................................. 94
2.8. Комплексная токарно-фрезерная обработка................................. 95
Заключение................................................................................................ 96
Рекомендательный библиографический список....................................... 97
Приложение 1. Геометрические параметры выточек под резьбу........... 99
Приложение 2. Основная технологическая информация...................... 101
Учебное издание
Стельмаков Вадим Александрович, Никитенко Александр Васильевич,
Давыдов Владимир Михайлович, Гимадеев Михаил Радикович








