 2020-10-11
2020-10-11 159
1592.5.1 Подготовка аппаратов к эксплуатации должна состоять из следующих видов работ и проверок:
- проверка правильности установки прокладок, наличия полного комплекта шпилек в отверстиях фланцевых соединений и вхождения выступа (шипа) фланцев во впадину (паз) ответного фланца;
- присоединение фланцев технологических трубопроводов к фланцам аппарата;
- установка контрольно-измерительной и предохранительной арматуры;
- проверка и затяжка крепежных изделий фланцевых соединений, в том числе находящихся внутри аппарата;
- проведение гидравлических испытаний аппаратов на месте монтажа перед пуском в эксплуатацию;
- проведение технического освидетельствования.
2.5.2 Перед сборкой фланцевых соединений штуцеров необходимо провести проверку сертификатов на материалы крепежных деталей и прокладок для установления соответствия материалов требованиям чертежей и маркировке завода-изготовителя.
2.5.3 Перед установкой проверить качество шпилек, гаек и шайб: резьба должна быть чистой, без задиров, заусенцев, царапин и срывов, а поверхность ненарезанной части шпилек - гладкой. Гайка, надетая на резьбу шпильки, не должна иметь слабины (шатаний, качаний) и должна навертываться на всю резьбу вручную с небольшим усилием. На шпильки должны быть нанесены или графитная смазка, или паста, или покрытие соответствующие температуре применения. Гайки должны плотно прилегать к опорной поверхности фланцев по всей поверхности.
2.5.4 Перед сборкой фланцевых разъемов проверить визуально качество поверхности фланца: риски, забоины и др. дефекты не допускаются.
Проверить размеры и состояние прокладки и соответствие ее размерам привалочных поверхностей стыкуемых фланцев. Паронитовые прокладки перед установкой натереть с обеих сторон сухим графитом. Перед затяжкой шпилек убедиться в правильности установки прокладки, в наличии полного комплекта шпилек в отверстиях фланцев, и в том, что выступ (шип) фланца вошел во впадину (паз) ответного фланца. Перекос фланцев, а также неполный комплект шпилек не допускается.
2.5.5 Завертывание гаек при сборке фланцевых соединений производить стандартными ключами с контролем усилия затяжки. Пользоваться удлинителями ключей не допускается.
2.5.6 Затяжка шпилек производится равномерно в 3 - 4 приема в последовательности, схематично представленной на рисунке 1.
Через 2 часа после затяжки шпилек производится их дополнительная подтяжка с обеспечением одинакового усилия на каждой шпильке.
ЗАПРЕЩАЕТСЯ ПОДТЯЖКА ШПИЛЕК ВО ВРЕМЯ РАБОТЫ И ПОД НАГРУЗКОЙ ВО ВРЕМЯ ПРОВЕДЕНИЯ ГИДРОИСПЫТАНИЙ.
Последовательность затягивания шпилек
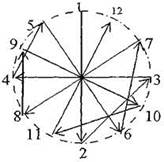
Рисунок 1
2.5.7 Затяжку шпилек фланцевых соединений производить с крутящим моментом указанным на сборочном чертеже.
2.5.8 Разборка фланцевых соединений производится в обратном порядке. При этом производится осмотр фланцев, прокладки и крепежа с целью выявления дефектов. Выявленные дефекты и способы их устранения должны быть зарегистрированы в паспортах аппаратов.








