 2020-10-11
2020-10-11 315
315В процессе газовой сварки кроме расплавления металла сварочной ванны происходит нагрев и основного свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных:
1) с расплавлением металла, его взаимодействием с газами и шлаками, а также последующей кристаллизацией;
2) с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле, в зонах, прилегающих к шву.
Расплавленный металл сварочной ванны представляет в общем случае сплав основного и присадочного металлов. В результате воздействия газов пламени или флюсов расплавленный металл ванны иногда изменяет свой состав. По мере удаления сварочного источника тепла металл затвердевает (кристаллизуется) в задней части ванны. Как и во всех случаях сварки плавлением, кристаллизация металла осуществляется на зернах основного металла, выходящих на границу сплавления и являющихся как бы «подкладкой» для кристаллизующегося расплавленного металла.
Более медленный прогрев при газовой сварке по сравнению с дуговой сваркой приводит к большому росту зерен нерасплавленных кромок основного металла и, следовательно, к уменьшению их числа на единице поверхности границы сплавления в момент ее контакта с жидким металлом. Это уменьшает число зерен «подкладки», на которой кристаллизуется металл ванны, что способствует более крупнозернистому строению литого металла шва. Крупнозернистому строению первичной кристаллизации также способствуют умеренные скорости охлаждения при газовой сварке. Поэтому первичная структура при газовой сварке, как правило, является худшей, чем при дуговой сварке.
Несмотря на замедленную кристаллизацию ванны при газовой сварке ликвация в металле шва почти отсутствует, хотя некоторая слоистость в расположении ликвирующих примесей имеет место. В связи с этим химический состав металла сварного шва в различных микрообъемах при сварке в один проход можно считать примерно равномерным. Средний химический состав шва может быть определен по формуле: 
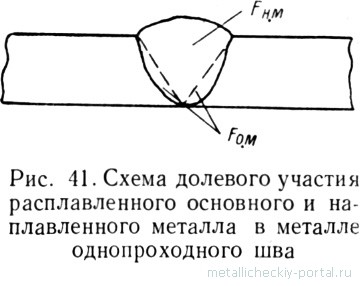
где [Х]м.ш, [Х]0.м, [Х]пр - концентрация элемента X соответственно в металле шва, основном металле и присадочном;
m - доля расплавленного основного металла в металле шва (рис. 41),
n - доля наплавленного присадочного металла в металле шва.
В связи с относительно незначительным окислительным влиянием газового пламени на выгорание различных примесей в металле формула (44) позволяет достаточно точно определить средний химический состав шва по всем элементам, кроме имеющих весьма большое сродство к кислороду (например, Al, Ti, С и в некоторой степени Si при сварке стали), содержание которых в шве обычно оказывается ниже, чем рассчитанное по формуле (44).
Закристаллизовавшийся металл сварочной ванны, образующий металл шва, имеет структуру литого металла с вытянутыми достаточно крупными кристаллитами, направленными от зерен-подкладок основного металла к центру шва.
Микроструктура металла швов, кроме того, зависит и от вторичных процессов перекристаллизации, определяемых как составом металла, так и скоростью его охлаждения после затвердевания.
Металл, не расплавлявшийся при сварке, т. е. оставшийся при сварке в твердом состоянии, но нагревавшийся до тех или иных температур, как правило, в определенной зоне меняет свою структуру. Всю область основного металла, изменившего в результате сварки свою структуру и свойства, называют зоной термического воздействия.
Рассмотрим как типичный случай изменение структуры в зоне термического воздействия при сварке углеродистых и низколегированных сталей. Всю зону термического воздействия (влияния) можно разделить на ряд участков, характеризуемых различными структурами, определяемыми главным образом их максимальной температурой нагрева в условиях сварки.
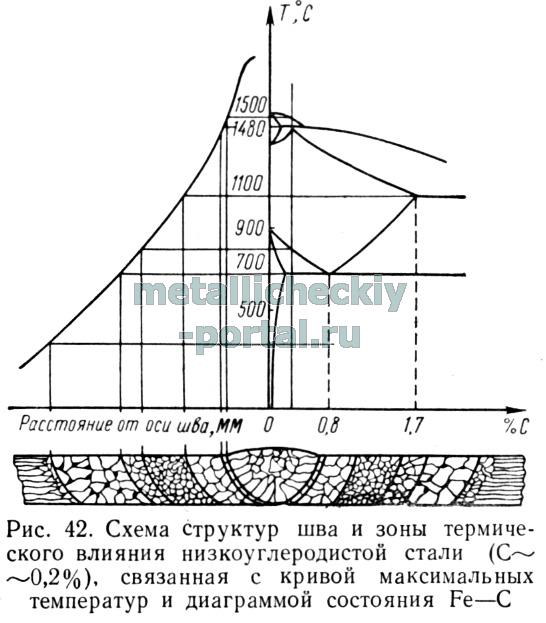
Общая схема изменения структуры основного металла углеродистой стали с содержанием углерода -0,2% в зоне термического влияния показана на рис. 42. Изменения структуры связаны с диаграммой состояния Fe-С и кривой максимальных температур, достигаемых различными участками этой зоны при сварке.
Непосредственно к металлу шва прилегает участок зоны термического влияния, в котором металл нагревался ниже температуры ликвидус (температура полного перехода металла в жидкое состояние) и выше температуры солидус (температура появления начальных порций жидкости в твердом металле), т. е. при сварке металл в этом участке находился в двухфазном твердо-жидком состоянии. Ширина этого участка неполного расплавления зависит от температурного перепада солидус-ликвидус и интенсивности спада максимальных температур от шва в околошовную зону. При газовой сварке низкоуглеродистых сталей она составляет около 0,2 мм, а для стали, содержащей около 0,5% С, примерно 0,6 мм. Этот участок имеет, как правило, крупнозернистую структуру с видманштедтовой ориентацией ферритных выделений. По существу этот участок является переходным от металла шва к основному и его называют зоной или (при малой его ширине) границей сплавления.
Следующий за ним участок перегрева характеризует область металла, который не расплавлялся, но нагревался до температур, близких к солидусу (например, при сварке сталей выше 1100- 1200° С). Здесь происходит процесс перекристаллизации металла в твердом состоянии, и обычно этот участок имеет также крупнозернистое строение (даже у закаливающихся при сварке сплавов зерна неравновесной структуры в этой зоне являются достаточно грубыми).
Ширина этого участка при газовой сварке значительно больше, чем при дуговой сварке.
При сварке незакаливающихся сталей участок перегрева постепенно переходит в участок нормализации. Структура здесь дезориентирована даже при сварке прокатанного металла и мелкозернистая. При сварке сталей с малой критической скоростью охлаждения (закалки) этот участок и участки, расположенные ближе к шву, обычно имеют структуру закаленного металла и обладают относительно низкой пластичностью.
Еще дальше от шва расположен участок неполной перекристаллизации, имеющий в незакаливающихся сталях структуру с некоторым измельчением перлитных образований, а в закаливающихся - структуру неполной закалки.
Общая ширина участков околошовной зоны при газовой сварке сталей составляет примерно от 8 мм (при сварке металла малой толщины) до 25 - 28 мм (при сварке металла средних и больших толщин). Металл околошовной зоны в связи с изменением структуры в различных участках имеет различные механические свойства.
При сварке металла с напряженной структурой зона изменения структуры и свойств, как правило, распространяется в область и более низких температур и, следовательно, имеет еще большую ширину. Так, при сварке холоднокатаных сталей или холодно-штампованных деталей появляется участок рекристаллизации, ограничиваемый температурой нагрева около 500°С. Металл в этом участке крупнозернистый и легче разрушается, чем металл соседних зон.
При сварке предварительно закаленных деталей сварочный нагрев приводит к отпуску. Ширина участка отпуска закаленных сталей при сварке ограничивается температурой нагрева 200- 250° С. В этой зоне исходные свойства закаленного основного металла несколько снижаются.
Характер изменения структур других металлов и сплавов зависит от их состава, диаграммы состояния и состояния металла перед сваркой. Так, например, при сварке металлов и сплавов, не имеющих аллотропных превращений при нагреве до температур плавления и охлаждения, зона термического влияния характеризуется постепенным укрупнением зерна по мере увеличения максимальных температур при выполнении сварки (т. е. от основного металла к границе сплавления). Иногда в зоне термического влияния выпадают особые фазы-карбиды, интерметаллиды и пр.
Для улучшения структуры и свойств сварных соединений, выполненных газовой сваркой, в некоторых случаях применяется термомеханическая обработка (обычно горячая проковка швов) и общая или местная термообработка. Местная термообработка часто производится с применением нагрева пламенем той же сварочной горелки.
Список литературы
1 http://metallicheckiyportal.ru/articles/svarka/gazovaa_svarka/metallurgicheskie_p








