 2020-10-11
2020-10-11 506
506Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
Схема расположения подшипников сверлильного станка 2118 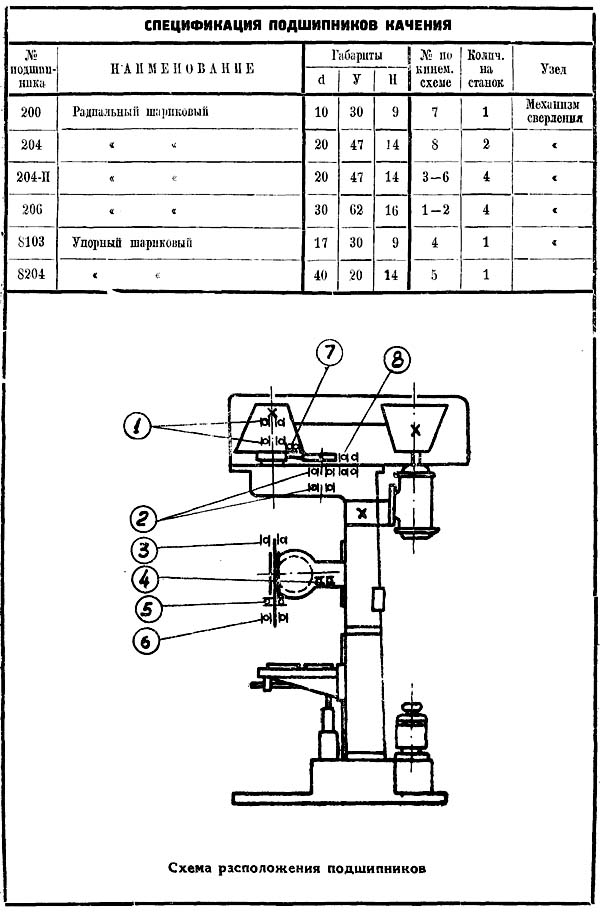
в ) Способы закрепления заготовок на станке
Обрабатываемую деталь устанавливают на столе станка и закрепляют либо в машинных тисках, либо непосредственно на столе станка при помощи призмы и зажимных прихватов. Опорные поверхности обрабатываемой детали должны плотно прилегать к столу станка. Деталь устанавливают и окончательно закрепляют после совпадения осей центра отверстия и сверла.
При сквозном сверлении отверстий деталь устанавливают на подкладках, чтобы не засверлить поверхность стола или приспособления. Подкладки, применяемые для сквозного сверления, должны быть одинаковыми по высоте и иметь ровные и параллельные стороны. Выбор того или иного способа крепления зависит от конфигурации детали и расположения в ней отверстия.
Чтобы деталь под нажимом сверла не изменяла своего положения, под нее подкладывают прокладку, ширина которой должна быть меньше ширины детали. Подкладку следует подбирать по высоте так, чтобы обрабатываемая деталь выступала из губок тисков на 5—10 мм. После этого плотно зажимают деталь и осаживают ее легкими ударами молотка. Пробуя рукой подкладку, проверяют, насколько плотно к ней прижалась деталь.

Рисунок 12 – Крепление в машинных тисках с призматическими губками деталей различной формы
Закрепление деталей на призмах с применением прижимных планок показано на рис. 13. Этот способ применяют при сверлении в деталях цилиндрической формы отверстий диаметром более 10 мм. Крепление призмы к столу необязательно.
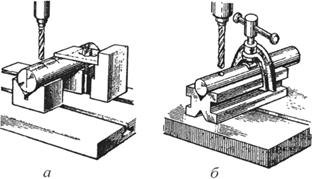
Рисунок 13 – Крепление на призмах








