 2020-10-11
2020-10-11 465
465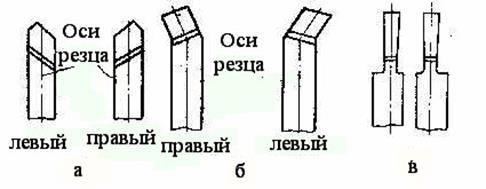
Рисунок 4 – Резцы: а – прямые, б – отогнутые, в – оттянутые
Наиболее распространенным видом режущего инструмента, применяемым на токарных станках, являются резцы. По конструкции резцы разделяют на прямые правые и левые и отогнутые. На практике применялись прямые, отогнутые и оттянутые резцы (рис. 4). Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, ВК4, В KG, ВК6М, ВК8, ВК8В.
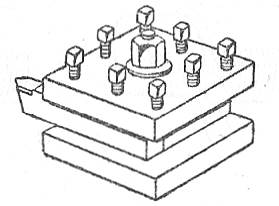
Рисунок 5 – Установка резца в резцедержателе
Резец состоит из режущей части и державки, служащей для закрепления резца в резцедержателе (рис. 5). Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок.
Перед вытачиванием детали с цилиндрической поверхностью в первую очередь обрабатывают её торцевую поверхность. Торцы обрабатывают подрезным, проходным, отогнутым или проходным упорным резцами. Подрезной торцовый резец предназначен обрабатывать различные торцы и другие поверхности с продольной и поперечной подачами. Подрезные резцы изготавливают с пластинками из быстрорежущих сталей и твердых сплавов. Для обработки наружных цилиндрических поверхностей чернового и чистового точения применяют проходные резцы.
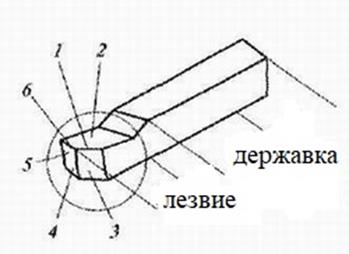
Рисунок 6 – Элементы токарного резца: 1 – главная режущая кромка: 2 – передняя поверхность лезвия, 3 – главная задняя поверхность лезвия, 4 – вспомогательная задняя поверхность лезвия, 5 – вершина лезвия, 6 – вспомогательная режущая кромка
При вытачивании канавок форма режущей кромки резца соответствует форме вытачиваемой канавки. Прорезные резцы бывают прямыми и отогнутыми, которые в свою очередь делят на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые. Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один рабочий ход резца. Если необходимо проточить в нежесткой детали широкую канавку, то выполняют несколько рабочих ходов с поперечной подачей. На торцах и по диаметру канавки оставляют припуск для чистовой обработки. Окончательную обработку выполняют этим же резцом или канавочным резцом с режущей кромкой, равной заданному размеру канавки.
Канавочный и отрезной резцы следует устанавливать по прямым углом к оси обрабатываемой заготовки. Установка режущей кромки резца даже на 0,1 – 0,2 мм выше оси заготовки может привести к его поломке, а при установке режущей кромки резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние от торца приспособления для закрепления прутка до обработанного торца после отрезки должно быть минимальным и не превышать диаметра отрезаемого прутка. При отрезке хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки, в результате чего на торце заготовки остается выступ.








