 2020-10-11
2020-10-11 192
192с разделкой кромок: / — движение проволоки; 2 — движение горелки
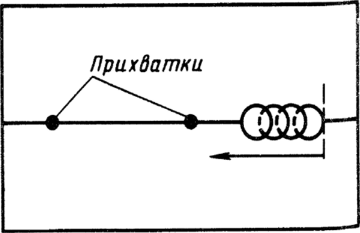
Рис. 3.14. Схема процесса сварки последовательным образованием ванночек
Для уменьшения коробления и предупреждения трещинообразова- ния листы при сварке укладывают с расширением зазора между кромками таким образом, чтобы в конце шва он составлял 2—4% его длины (не более 4—6 мм). По мере образования сварного шва зажимное приспособление (рис. 3.15, а) постепенно ослабляют, и зазор уменьшается до требуемой величины вследствие усадки металла уже выполненного участка шва. Величину зазора устанавливают либо прихватками, либо с помощью клина, вставляемого в стык и передвигаемого вдоль кромок по мере выполнения шва. Если прихватки приводят к короблению изделий, то сварку выполняют в специальных зажимных приспособлениях с точной взаимной установкой кромок (рис. 3.15, 6).
Для снижения сварочных напряжений, а следовательно, уменьшения коробления можно использовать метод ступенчатой или обратноступенчатой сварки. При этом шов по длине разбивают на участки, свариваемые в определенном порядке (рис. 3.16). Каждый последующий участок перекрывает предыдущий на 10—20 мм в зависимости от толщины свариваемого металла. Деформацией каждого последующего свариваемого участка полностью или частично снимается деформация, полученная предыдущим участком. При обратноступенчатой сварке коробление уменьшается еще и потому, что уменьшается объем металла, сосредоточенного в одном месте и одновременно нагреваемого до пластичного состояния.
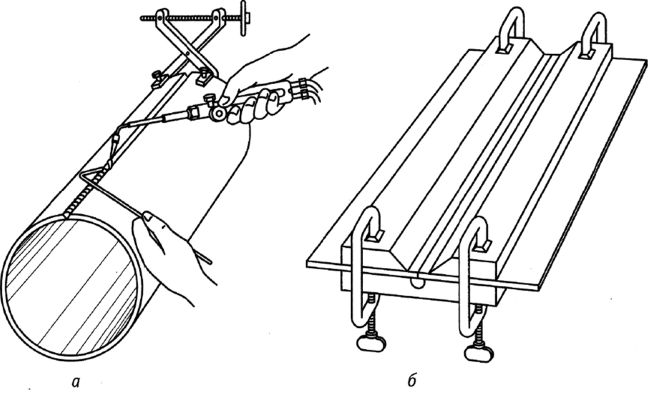
Рис. 3.15. Зажимные приспособления для сварки с переменным (а) и постоянным (б)зазором
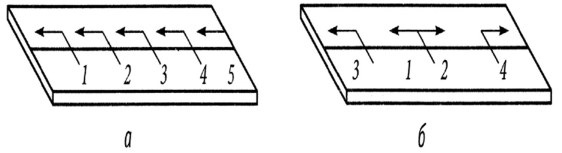
Рис. 3.16. Обратноступенчатая сварка: а — от кромки: б — от середины; 1—5 — последовательность сварки участка шва








