2020-10-11
2020-10-11 183
183Таблица 3.2
| Параметр | Номер наконечника | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| Толщина свариваемой стали в мм |
|
| 1—2 | 2—4 | 4—7 | 7—11 | 11—17 | 17—30 | 30—50 | Более 50 |
| Расход ацетилена, л/ч |
|
| iso- iso | 250— 350 |
| 700— 950 | 1130— 1500 | 1800— 2500 | 2500— 4500 | 4500— 7000 |
| Расход кислорода, л/ч |
|
| 140— 200 | 270— 380 | 450— 650 | 750— 1000 | 1200— 1650 | 2000— 2800 | 3000— 5600 | 4700— 9300 |
| Давление ацетилена на входе в горелку, МПа | 0,001—0,1 | 0,01— 0,1 | 0,03—1 | |||||||
| Давление кислорода на входе в горелку, МПа | 0,15—0,3 | 0,2—0,35 | 0,25—0,5 | |||||||
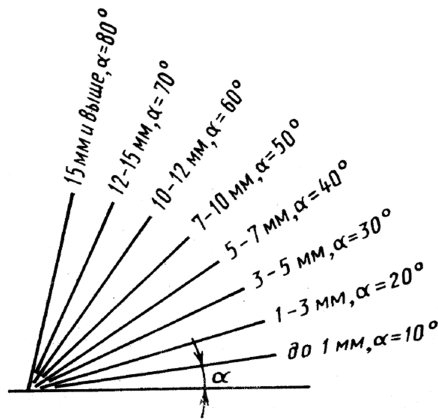
* Угол наклона мундштука горелки к поверхности свариваемых кромок выбирает сварщик в зависимости от толщины металла и его теплофизических свойств. Для низкоуглеродистых сталей такая взаимосвязь может быть представлена в следующем виде:
Угол наклона наконечника меняется в зависимости от нагрева металла. Он как бы является дополнительным фактором к мощности пламени, и по форме и размерам ванны (вогнутости или выпуклости) сварщик мгновенно принимает решение об изменении угла. Иногда для этого сварщик на мгновение отводит пламя от сварочной ванны.
Наклон мундштука горелки может меняться в процессе сварки. В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80—90°); в процессе сварки угол соответствует толщине и роду свариваемого металла (рис. 3.10).