 2020-10-11
2020-10-11 335
335Расстояние от кончика ядра пламени до дна сварочной ванны
должно быть постоянным. Нельзя касаться концом ядра ванны расплавленного металла, так как при этом расплав будет насыщаться углеродом. Расстояние от кончика ядра пламени до дна сварочной ванны должно быть равно приблизительно длине ядра или быть немного меньше. Сварочная проволока должна находиться в рабочей (восстановительной) зоне или в сварочной ванне на ее краю.
В процессе сварки газосварщик совершает наконечником горелки одновременно два движения: поперечное и поступательное. Поперечное движение необходимо для равномерного прогрева кромок основного металла и присадочной проволоки. Поступательное движение необходимо для постепенного заполнения стыка и получения протяженного шва.
При сварке в нижнем положении правым способом без разделки кромок при толщине стали более 3 мм или при сварке стали относительно большой толщины левым способом (с разделкой кромок или без нее) наиболее распространенные движения горелки и конца присадочной проволоки показаны на рис. 3.11. В этом случае концом присадочной проволоки совершают движения, обратные движению сварочной горелки. При выполнении угловых швов для получения швов нормальной формы горелкой и присадочной проволокой производят движения, показанные на рис. 3.12. В этом случае сварщик быстро перемещает пламя и конец проволоки по середине шва и задерживает их по краям.

Рис. 3.11. Движение горелки и проволоки при сварке стали толщиной более Змм в нижнем положении: 7 — движение проволоки;
2 — движение горелки
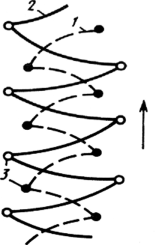
Рис. 3.12. Движение горелки и проволоки при сварке угловых швов:
- 1 — движение проволоки;
- 2 — движение горелки;
- 3 — места задержки движения
При сварке правым способом металла толщиной 5 мм пламя горелки углубляют в разделку шва (рис. 3.13) и перемещают вдоль шва без колебательных движений.
При сварке стали малой толщины без отбортовки кромок, когда процесс сварки ведется с присадочной проволокой, получил распространение способ последовательного образования сварочных ванночек, сущность которого заключается в том, что сварщик, образовав сварочную ванночку (при малой толщине стали диаметр сварочной ванночки составляет 4—5 мм), вводит в нее конец присадочной проволоки и, расплавив небольшое количество присадочного металла, выводит конец из ванны в среднюю зону пламени, а горелкой (несколько приблизив ее к поверхности металла) делает резкое круговое движение, переводя ее в следующую позицию. При этом каждая последующая ванночка перекрывает предыдущую на 1/3 ее диаметра (рис. 3.14). Процесс сварки в этом случае, естественно, ведется левым способом. Качественное выполнение сварки этим способом, обеспечивающим исключительно гладкую и ровную поверхность шва, требует соблюдения двух основных условий: 1) конец присадочной проволоки во избежание окисления не следует выводить за пределы средней зоны пламени; 2) ядро пламени при приближении его к сварочной ванне во избежание науглероживания металла шва не должно касаться ее поверхности. Способ последовательного образования сварочных ванночек, или, как его иногда называют, «сварка каплями», позволяет получать весьма высокое качество сварного шва.









