Под схемой базирования понимается применение поверхностей детали, имеющих определенную геометрическую форму, для определения её положения в трехмерной системе координат приспособления, установленного на технологическом оборудовании – металлорежущем станке, измерительном или сборочном приспособлении или другом рабочем месте. Так как система координат трехмерная, т.е. включает три координатные плоскости, то и схема базирования состоит из трех геометрических поверхностей, технологических баз, составляющих схему базирования. Наибольшее применение нашли следующие основные схемы базирования:
- на три взаимно перпендикулярные плоскости;
- по наружной цилиндрической поверхности и перпендикулярной её ос плоскости;
- по внутренней цилиндрической поверхности и перпендикулярной её оси плоскости;
- на отверстия с параллельными осями и перпендикулярную им плоскость
- на центровые отверстия.
Достаточно часто встречаются приспособления со смешанной схемой базирования, например, на две взаимно перпендикулярные плоскости и по наружной цилиндрической поверхности.
Считается, что деталь, имеющая идеальную геометрическую форму, например параллелепипед, идеально контактирует своими базовыми поверхностями с координатными плоскостями системы координат. Иными словами. Контакт происходит всеми базовыми поверхностями по плоскости (рис.1 «а»).
| Рис. 1 Базирование детали в трехмерной системе координат
|
В действительности реальная деталь имеет значительные погрешности размеров, формы и взаимного положения поверхностей в результате которых между базируемой деталью и плоскостями системы координат будет не поверхностный а точечный контакт. Минимальное количество опорных точек для координатной плоскости и поверхности детали, при наличии которых деталь будет устойчива, - три. Если рассматривать деталь, имеющую определенный объём и ориентируемую в пространственной системе координат – системе координат приспособления, то в каждой координатной плоскости она должна иметь свою базу рис.1 «б». В координатной плоскости
XOY деталь имеет минимальные три опорные точки. Эта поверхность, имеющая наибольшую площадь, определяется по ГОСТ 21495 как установочная технологическая база (УТБ). В плоскости YOZ минимальное количество опорных точек две. Эта поверхность принимается за направляющую технологическую базу (НТБ). И в плоскости XOZ одна
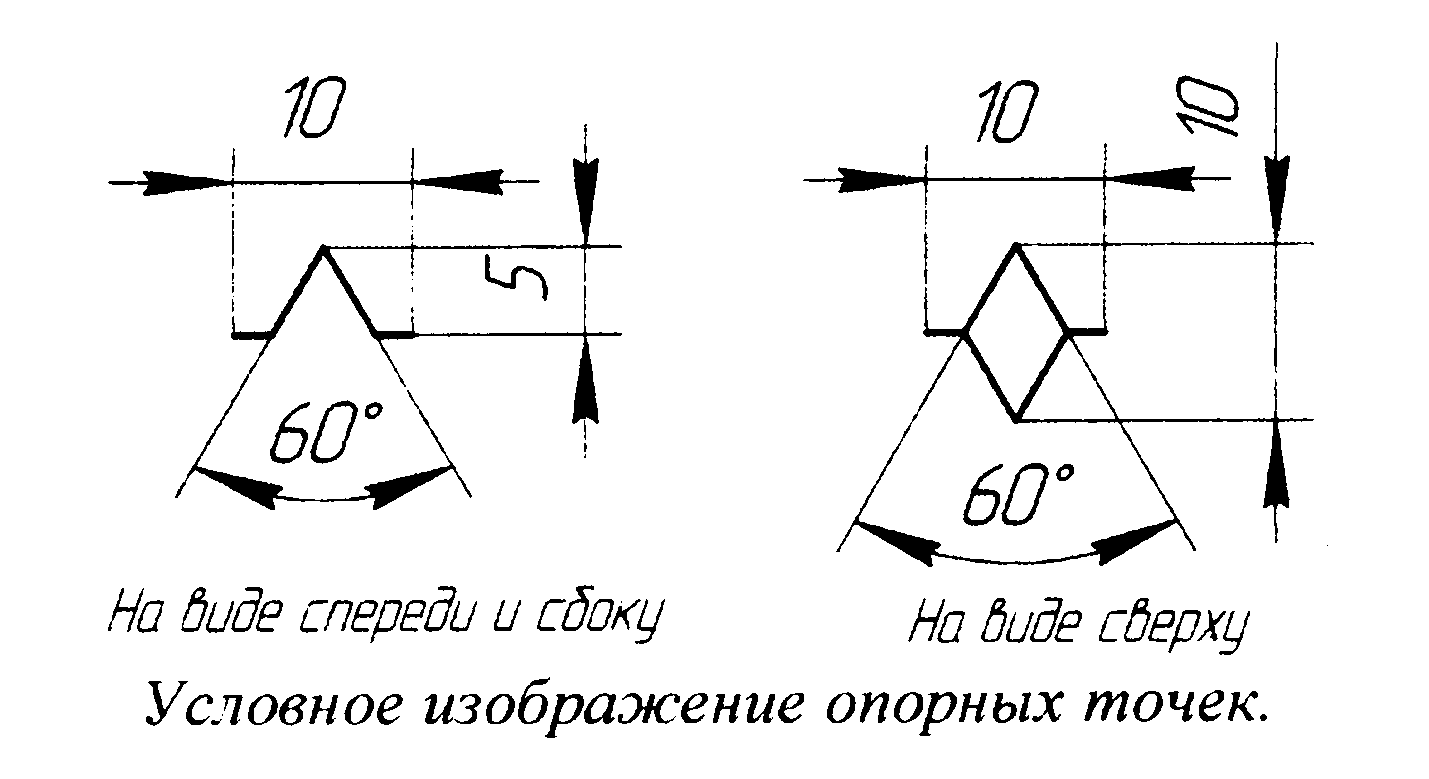 опорная точка, которая называется опорной технологической базой (ОТБ). В технологической документации на технологических эскизах принято обозначать опорные точки условными знаками – рис. 2. Такая система технологических баз образует комплект технологических баз и принята для деталей, имеющих форму прямоугольного параллелепипеда.
опорная точка, которая называется опорной технологической базой (ОТБ). В технологической документации на технологических эскизах принято обозначать опорные точки условными знаками – рис. 2. Такая система технологических баз образует комплект технологических баз и принята для деталей, имеющих форму прямоугольного параллелепипеда.
| Рис. 3 Базирование цилиндрической детали в системе координат OXYZ
|
| Рис.2 Условное изображение
опорных точек
|
Если деталь имеет другую геометрическую форму, например, цилиндрическую, меняются как сами базы, так и комплект технологических баз. В этом случае для определения положения детали в пространственной системе координат применяется наружная цилиндрическая поверхность и одна из торцовых поверхностей. В идеальном случае контакт цилиндрической поверхности скоординатными плоскостями происходит по двум взаимно параллельным линиям «а» и «б» (рис. 3). Однако в реальном случае достаточно двух точек, чтобы провести прямую линию. Поэтому, в координатной плоскости XOY контакт детали происходит по линии
аа1, а в координатной плоскости YOZ по линии
бб1, которые и образуют соответствующие опорные точки. В связи с тем, что эти опорные точки расположены на наружной цилиндрической поверхности детали, контактирующей с двумя координатными плоскостями, она принимается за технологическую базу и называется двойной направляющей технологической базой (ДНТБ). Координатная плоскость XOZ ограничивает перемещение детали по оси Y и контактирует с поверхностью детали в некоторой точке
с, которая является опорной технологической базой (ОТБ).
Из вышеизложенного следует:
1. Технологической базой служит поверхность детали, которой она базируется на приспособлении.
2. Для базирования детали в пространственной системе координат необходимо наличие трех технологических баз.
3. Если необходимо и достаточно для базирования двух технологических баз, берутся две базы, которые называются «явными». Отсутствующая третья база является «неявной или скрытой базой».
| Рис.4 Варианты схем базирования корпусной детали:
а) на два отверстия с параллельными осями и перпендикулярную им плоскость;
б) и в) по внутренней цилиндрической поверхности и перпендикулярной её оси плоскости с применением базирования по второму (малому) отверстию; 1- деталь; 2- базирующая поверхность приспособления; 3 – ромбический палец; 4 - цилиндрический палец; 5-длинный палец; 6- короткий палец.
|
Выбор схемы базирования для обработки поверхности детали зависит от простановки размеров, связывающих обрабатываемую поверхность с поверхностями детали, которые могут использоваться в качестве технологических и технических требований к точности получаемых при обработке размеров. На рис.3 приведены примеры базирования корпусной детали с некоторыми возможными вариантами схем базирования и комплектов технологических баз.
 2020-10-11
2020-10-11 241
241







